 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


If you have ever watched a beam of focused light slice cleanly through a sheet of steel or etch a detailed pattern onto wood, you have witnessed laser equipment in action. For beginners stepping into the world of industrial manufacturing, fabrication, or even small-scale production, understanding how laser equipment actually works can feel intimidating. The technology involves physics, precision engineering, and software control — all operating simultaneously to produce results that traditional mechanical tools simply cannot match. This guide breaks down the complete working mechanism in plain language so that anyone, regardless of technical background, can build a solid foundational understanding.
Laser equipment is no longer exclusive to aerospace labs or semiconductor fabs. Today it serves sheet metal shops, automotive suppliers, electronics manufacturers, signage makers, and custom fabricators around the world. As adoption continues to grow across industries, the demand for knowledgeable operators, buyers, and decision-makers who understand the core mechanics has never been higher. Whether you are considering purchasing laser equipment for your facility, operating a machine for the first time, or simply trying to understand what differentiates laser-based processing from conventional methods, this guide will walk you through everything from the physics of light generation to the control systems that drive precision output.
The Physics Behind Laser Generation
What Makes a Laser Different from Ordinary Light
At the heart of all laser equipment is a phenomenon called stimulated emission of radiation — the process from which the acronym LASER is derived. Ordinary light, such as sunlight or the output from a lightbulb, travels in all directions and contains a broad spectrum of wavelengths. A laser, by contrast, produces light that is coherent, meaning all photons travel in the same direction and are perfectly in phase with one another. This coherence is what gives laser equipment its extraordinary ability to concentrate energy into an extremely small spot.
The light produced by laser equipment is also monochromatic, meaning it consists of a single wavelength rather than a mixture. This property is critical because different materials absorb different wavelengths of light, and matching the correct wavelength to the target material determines how efficiently energy is transferred. Fiber lasers, for example, emit light at approximately 1064 nanometers, which is highly absorbed by metals. CO2 lasers operate at 10,600 nanometers, making them well suited for organic materials like wood, acrylic, and certain plastics.
How the Laser Medium Generates the Beam
All laser equipment relies on what is called a gain medium — the material that actually produces the laser light. This medium can be a gas, a crystal, a fiber doped with rare-earth elements, or a semiconductor, depending on the type of machine. Energy is pumped into this medium through an external source such as flash lamps, diodes, or electrical discharge. When this energy excites the atoms within the medium, they release photons. These photons then stimulate other excited atoms to release additional photons in the same direction and phase, creating a cascading amplification effect known as optical gain.
The gain medium sits within an optical resonator — a cavity bounded by mirrors on both ends. One mirror is fully reflective, while the other allows a portion of the light to pass through as the output beam. The light bounces back and forth between these mirrors, gaining energy with each pass until it reaches sufficient intensity to exit as a coherent, powerful beam. This is the fundamental engine behind all laser equipment, regardless of whether the machine is a small desktop engraver or a large industrial cutting system.
Core Components of Laser Equipment
The Laser Source and Beam Delivery System
Every piece of laser equipment consists of several interconnected subsystems working in harmony. The laser source is where the beam is generated, and its type determines the machine's material compatibility, energy efficiency, and maintenance profile. Fiber laser sources are known for their compact design, high wall-plug efficiency, and long operational lifespans, often exceeding 100,000 hours. CO2 laser sources require more maintenance but excel at processing non-metallic materials. Nd:YAG sources are commonly used in welding and marking applications requiring high peak power in short pulses.
Once generated, the beam must be delivered accurately to the workpiece. In many types of laser equipment, this is accomplished using a system of mirrors and lenses that direct and focus the beam. In fiber-based systems, the beam travels through a flexible optical fiber cable before reaching the cutting or welding head. The delivery system must maintain beam quality across its full path — any degradation in coherence or focus at this stage will directly reduce the machine's ability to cut cleanly or engrave precisely.
The Focusing Head and Motion System
The focusing head is where the beam transitions from a traveling phenomenon into a working tool. Inside the head, a lens — or in more advanced laser equipment, a series of lenses — concentrates the beam to a tiny focal point, typically measured in fractions of a millimeter. The size of this focal spot is what determines the kerf width when cutting or the resolution when engraving. A smaller focal spot concentrates more energy per unit area, enabling faster cutting speeds and finer detail.
The motion system of laser equipment controls how the cutting or processing head moves across the workpiece. Gantry-style systems move the head along X and Y axes over a stationary worktable, which is common in large-format cutting machines. Galvanometer-based systems use small motorized mirrors to deflect the beam at high speed, enabling extremely fast scanning for marking, engraving, and surface treatment applications. The precision and speed of the motion system are key factors that differentiate entry-level laser equipment from professional-grade industrial machines.
Assist Gas and Cooling Systems
In cutting applications, laser equipment typically uses assist gas delivered coaxially through the cutting head alongside the beam. Oxygen, nitrogen, and compressed air are the most common choices, each producing different effects. Oxygen reacts exothermically with heated metal, accelerating the cutting speed but introducing an oxidized edge. Nitrogen is inert and produces clean, burr-free cuts ideal for stainless steel and aluminum, though it requires higher laser power to achieve equivalent speeds. Compressed air is a cost-effective option for thinner materials.
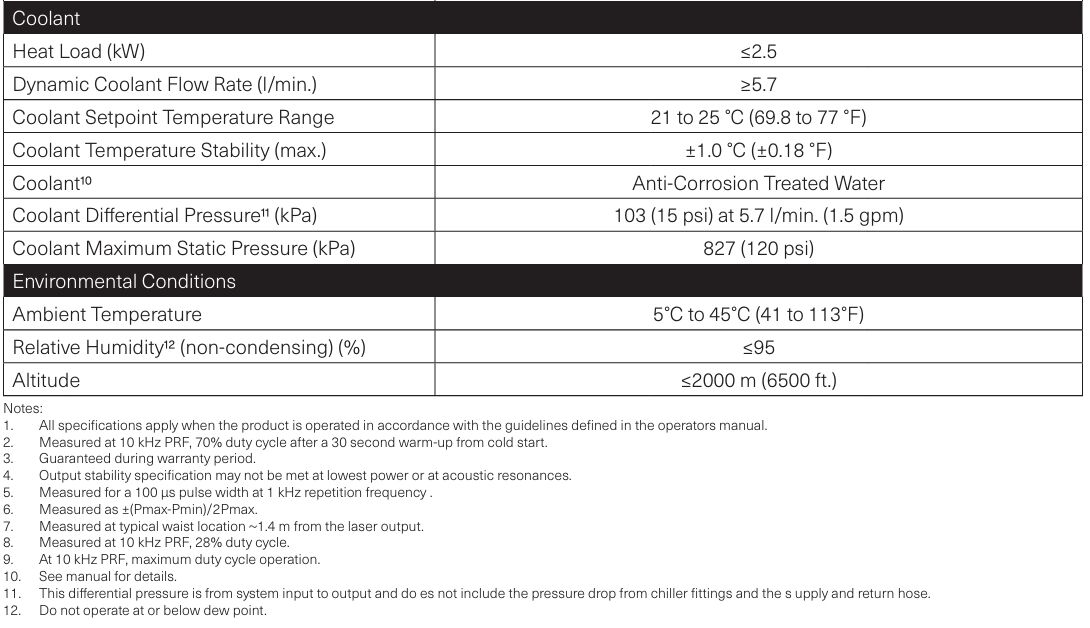
Thermal management is equally important for reliable operation. Laser equipment generates significant heat during operation — within the laser source, the beam delivery optics, and the focusing head. Water-cooled chiller units are standard equipment on industrial machines, maintaining component temperatures within tightly controlled ranges. Without proper cooling, lens quality degrades, beam alignment drifts, and the laser source's service life shortens dramatically. Understanding the cooling requirements of a given machine is an essential part of operating and maintaining laser equipment correctly.
Software Control and the Role of Digital Processing
CAD/CAM Integration and Toolpath Generation
Modern laser equipment does not operate in isolation from digital design tools. The workflow typically begins in a CAD (Computer-Aided Design) application where the operator creates or imports the geometry to be processed. This design file is then passed through CAM (Computer-Aided Manufacturing) software, which translates geometric shapes into machine-readable instructions called toolpaths. These instructions specify where the beam moves, at what speed, with what power level, and in what sequence — all optimized to achieve the desired output efficiently.
Higher-end laser equipment integrates nesting software that automatically arranges multiple part geometries across a sheet to minimize material waste. This is a critical efficiency factor in production environments where material cost is significant. Some advanced controllers also support real-time adjustment of cutting parameters based on feedback from height sensors, ensuring consistent focal distance even when processing slightly warped or uneven material. These digital capabilities are what transform laser equipment from a simple light source into a sophisticated production asset.
CNC Controllers and Operator Interfaces
The CNC (Computer Numerical Control) system is the brain of laser equipment. It reads the toolpath instructions generated by the CAM software and converts them into precise electrical signals sent to the motion system's servo or stepper motors. Modern CNC controllers in professional laser equipment support complex interpolation algorithms that ensure smooth, accurate motion even during direction changes, arc cuts, and sharp corners. The quality of the controller directly affects the machine's ability to hold tight dimensional tolerances consistently across a production run.
Operator interfaces on contemporary laser equipment range from dedicated touch-screen panels to PC-based software environments. These interfaces allow operators to load job files, set material parameters, monitor machine status, adjust cutting conditions, and respond to error alerts. Many industrial laser equipment platforms now support remote monitoring and diagnostics via network connectivity, enabling maintenance teams to identify performance issues before they lead to unplanned downtime. For beginners, familiarity with the control interface is one of the most immediately practical skills to develop.
Common Application Areas and Material Considerations
Cutting, Engraving, and Marking
Laser equipment is used across three primary processing modes: cutting, engraving, and marking. Cutting involves passing the beam through the full thickness of a material to produce separated parts. This requires sufficient power to overcome the material's thermal mass and surface reflectivity. Engraving removes material from the surface to create depth, texture, or decorative patterns without cutting all the way through. Marking uses the beam to alter surface appearance — through oxidation, color change, or localized melting — without removing significant material.
Each mode places different demands on laser equipment in terms of power, speed, pulse frequency, and focal position. Cutting typically requires continuous wave operation at maximum power for a given material thickness. Engraving often benefits from pulsed operation and careful control of pulse overlap to achieve consistent surface removal depth. Marking applications prioritize high contrast and fine resolution over depth, making beam quality and focus accuracy particularly important. Understanding which mode suits a given production task is a foundational skill for any operator of laser equipment.
Material Compatibility and Process Parameters
The interaction between a laser beam and a material is governed by several physical factors including the material's thermal conductivity, reflectivity at the laser's wavelength, melting and vaporization temperatures, and optical absorption depth. Metals such as mild steel, stainless steel, and aluminum are the most common materials processed by industrial laser equipment, but the specific processing parameters vary considerably. Highly reflective materials like copper and brass present challenges for standard fiber laser systems, as much of the beam energy may be reflected back toward the optics rather than absorbed.
Non-metallic materials including wood, acrylic, leather, ceramic, and glass each require careful parameter selection to achieve clean results without charring, cracking, or excessive heat-affected zones. Laser equipment configured for non-metallic processing is typically equipped with CO2 laser sources and ventilation systems to manage combustion byproducts and fumes. For beginners, starting with recommended parameter libraries provided by the machine manufacturer and adjusting incrementally based on observed results is the most reliable path to achieving consistent quality.
Key Factors Affecting Laser Equipment Performance
Beam Quality, Power, and Focus Accuracy
Beam quality, measured by a parameter called M² (M-squared), is one of the most important specifications for laser equipment. An M² value of 1 represents a perfect Gaussian beam, while higher values indicate increasing divergence and reduced focusability. Industrial cutting machines typically have M² values between 1.0 and 1.3, which enables tight focal spots and high cutting precision. Lower beam quality translates to larger focal spots, reduced cutting speed, and rougher edge quality — all of which impact production throughput and part quality.
Power output determines how quickly the beam can remove material and how thick a workpiece the laser equipment can process. However, raw power alone does not determine performance — it must be paired with the correct beam quality, focusing optics, assist gas settings, and motion speed. Many beginners assume that more power always means better results, but in practice, excessive power for a given material and thickness can cause burning, excessive melting, and degraded edge quality. Balancing power with other parameters is a skill developed through experience and systematic testing.
Maintenance Practices and Operational Longevity
Like all precision industrial systems, laser equipment requires consistent maintenance to sustain performance over time. The optical components — particularly the focusing lens and protective window — are exposed to debris, spatter, and thermal stress during processing. Regular cleaning and inspection of these components is essential, as contamination or scratching reduces transmission efficiency and can cause thermal damage. Replacement schedules for consumable optics should be established based on usage hours and the aggressiveness of the materials being processed.
Mechanical components including linear guides, rack and pinion drives, and ball screws require periodic lubrication and alignment checks to maintain positional accuracy. The chiller system's coolant should be replaced or tested at regular intervals to prevent biological growth and maintain thermal performance. For fiber laser equipment, the laser source itself is generally maintenance-free under normal operating conditions, but the beam delivery fiber and connection points should be inspected for damage periodically. Establishing a preventive maintenance program is the most effective way to protect your investment in laser equipment and ensure consistent production capability.
FAQ
What types of materials can laser equipment process?
Laser equipment can process a wide range of materials depending on the laser type and configuration. Fiber laser systems are primarily used for metals including mild steel, stainless steel, aluminum, brass, copper, and titanium. CO2 laser systems are better suited for non-metallic materials such as wood, acrylic, leather, fabric, glass, and certain plastics. The key is matching the laser's wavelength to the material's absorption characteristics and selecting appropriate power and speed settings to achieve the desired result without unwanted thermal damage.
How accurate is laser equipment compared to conventional cutting methods?
Laser equipment generally offers significantly higher dimensional accuracy than conventional cutting methods such as plasma cutting, waterjet, or mechanical sawing. Industrial laser cutting machines routinely achieve positioning accuracies of ±0.03 mm or better, with repeatability in the same range. This level of precision makes laser equipment suitable for applications requiring tight tolerances, complex geometry, and consistent part-to-part reproducibility across large production volumes. The absence of mechanical contact also eliminates tool wear as a variable affecting accuracy over time.
Is laser equipment safe to operate in a standard workshop environment?
Laser equipment can be operated safely in a workshop environment provided that proper safety protocols and enclosure standards are followed. Industrial cutting machines are typically enclosed within interlocked safety cabinets that prevent beam exposure to operators. Fume extraction systems are essential to manage cutting byproducts, which can include metal oxides, vaporized coatings, and combustion gases depending on the material being processed. Operators should be trained in laser safety classifications, proper use of protective eyewear where required, and emergency stop procedures specific to the laser equipment in use.
How long does it take to learn to operate laser equipment effectively?
The learning curve for operating laser equipment varies depending on the complexity of the machine and the application. Basic operation — including loading files, setting parameters, and running standard jobs on common materials — can typically be learned within a few days of hands-on training. Developing deeper expertise in parameter optimization, troubleshooting, and processing challenging materials usually requires several weeks to months of regular operation. Most professional laser equipment suppliers provide operator training as part of the installation process, and this initial training is highly recommended for anyone new to laser-based manufacturing.