 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


إذا كنت قد شاهدت يومًا شعاعًا من الضوء المركّز يقطع صفائح الصلب بسلاسة أو ينحت نمطًا تفصيليًّا على الخشب، فلقد شاهدتَ معدات الليزر قيد التشغيل. بالنسبة للمبتدئين الذين يخطون أولى خطواتهم في عالم التصنيع الصناعي أو التصنيع أو حتى الإنتاج على نطاق صغير، قد يبدو فهم كيفية عمل معدات الليزر فعليًّا أمرًا مُربكًا. وتتضمن هذه التكنولوجيا مبادئ الفيزياء والهندسة الدقيقة والتحكم البرمجي — وكلُّها تعمل معًا في وقتٍ واحدٍ لإنتاج نتائج لا تستطيع الأدوات الميكانيكية التقليدية منافستها أبدًا. ويشرح هذا الدليل آلية العمل الكاملة بلغة بسيطة وواضحة، بحيث يستطيع أي شخص — بغضِّ النظر عن خلفيته التقنية — بناء فهمٍ أساسيٍّ متينٍ لهذه التكنولوجيا.
لم تعد معدات الليزر حكرًا على مختبرات الفضاء أو مصانع أشباه الموصلات. فاليوم، تُستخدم في ورش صناعة الصفائح المعدنية، وموردي قطع غيار السيارات، وشركات تصنيع الإلكترونيات، ومنتجي اللافتات، والمشغّلين المخصصين في جميع أنحاء العالم. ومع استمرار انتشار هذه التكنولوجيا عبر مختلف القطاعات، أصبح الطلب على المشغلين والمُشترين وصناع القرار المطلعين على الآليات الأساسية أعلى من أي وقت مضى. سواء كنت تفكر في شراء معدات الليزر لموقعك الإنتاجي، أو تشغيل جهاز ليزر لأول مرة، أو حتى تحاول ببساطة فهم ما يميّز المعالجة القائمة على الليزر عن الطرق التقليدية، فإن هذا الدليل سيأخذك خطوة بخطوة في رحلةٍ تشمل كل شيء بدءًا من فيزياء توليد الضوء ووصولًا إلى أنظمة التحكم التي تضمن إخراجًا دقيقًا.
الفيزياء الكامنة وراء توليد الليزر
ما الذي يميز الليزر عن الضوء العادي
في قلب جميع معدات الليزر تكمن ظاهرة تُسمى الانبعاث المحفَّز للإشعاع — وهي العملية التي اشتُقَّ منها اختصار «ليزر» (LASER). أما الضوء العادي، مثل ضوء الشمس أو الضوء المنبعث من لمبة كهربائية، فينتشر في جميع الاتجاهات ويحتوي على طيف واسع من الأطوال الموجية. أما أشعة الليزر، فعلى النقيض من ذلك، تُنتِج ضوءًا متماسكًا، أي أن جميع الفوتونات تنتقل في الاتجاه نفسه وتكون متزامنة تمامًا مع بعضها البعض. وهذه الخاصية التماسكية هي ما يمنح معدات الليزر قدرتها الاستثنائية على تركيز الطاقة في بقعة صغيرة جدًّا.
الضوء الناتج عن معدات الليزر يكون أحادي اللون أيضًا، أي أنه يتكون من طول موجي واحد بدلًا من خليطٍ من الأطوال الموجية. وهذه الخاصية بالغة الأهمية لأن المواد المختلفة تمتص أطوال الموجات الضوئية المختلفة، وبالتالي فإن مطابقة الطول الموجي الصحيح مع المادة المستهدفة تحدد كفاءة انتقال الطاقة. فعلى سبيل المثال، تنبعث أشعة الليزر الليفية عند طول موجي يبلغ حوالي ١٠٦٤ نانومتر، وهو طول موجي يمتصه المعدن بكفاءة عالية. أما ليزرات ثاني أكسيد الكربون (CO2) فتعمل عند طول موجي قدره ١٠٦٠٠ نانومتر، ما يجعلها مناسبة جدًّا للمواد العضوية مثل الخشب والأكريليك وبعض أنواع البلاستيك.
كيف يُولِّد وسط الليزر الحزمة
يعتمد جميع معدات الليزر على ما يُسمى «الوسيط المكثِّف» — أي المادة التي تُنتج ضوء الليزر فعليًّا. ويمكن أن يكون هذا الوسيط غازًا أو بلورةً أو أليافًا مُشَبَّعةً بعناصر نادرة، أو شبه موصلٍ، وذلك حسب نوع الجهاز. ويُحقن هذا الوسيط بالطاقة عبر مصدر خارجي مثل مصابيح التوهج أو الصمامات الثنائية أو التفريغ الكهربائي. وعندما تُحفِّز هذه الطاقة الذرات الموجودة داخل الوسيط، فإنها تطلق فوتونات. ثم تحفِّز هذه الفوتونات ذراتًا أخرى مُثارةً على إطلاق فوتونات إضافية في الاتجاه نفسه والطور نفسه، مُحدثةً تأثير تضخيم متسلسلٍ يُعرف باسم «المكاسب البصرية».
يوجد وسط التكثيف داخل مُجسِّم رنين بصري — أي تجويفٌ محصور بين مرآتين عند طرفيه. إحدى المرآتين عاكسة بالكامل، بينما تسمح الأخرى بمرور جزء من الضوء عبرها ليكون شعاع الإخراج. ويَنعكس الضوء ذهابًا وإيابًا بين هاتين المرآتين، مكتسبًا طاقةً في كل مرةٍ حتى يصل إلى شدة كافية للخروج على هيئة شعاعٍ متماسكٍ قويٍّ. وهذه هي الآلية الأساسية التي تعمل بها جميع أجهزة الليزر، سواءً كانت آلة حفر صغيرة على سطح المكتب أو نظام قص صناعي كبير.
المكونات الأساسية لأجهزة الليزر
مصدر الليزر ونظام توصيل الشعاع
يتكون كل جهاز ليزري من عدة أنظمة فرعية مترابطة تعمل بشكل متناغم. ويُعد مصدر الليزر المكان الذي يُولَّد فيه الشعاع، وينبغي أن يُحدَّد نوعه وفقًا لتوافق الجهاز مع المواد، وكفاءته في استهلاك الطاقة، ومتطلبات صيانته. وتتميَّز مصادر الليزر الأليافية بتصميمها المدمج، وكفاءتها العالية في تحويل الطاقة الكهربائية إلى طاقة ليزرية (كفاءة التوصيل بالجدار)، وطول عمرها التشغيلي، الذي غالبًا ما يتجاوز ١٠٠٠٠٠ ساعة. أما مصادر الليزر CO2 فهي تتطلب صيانةً أكثر، لكنها تتفوق في معالجة المواد غير المعدنية. وتُستخدم مصادر الليزر Nd:YAG عادةً في تطبيقات اللحام والوسم التي تتطلب طاقة قصوى عالية في نبضات قصيرة.
بمجرد توليده، يجب توصيل الشعاع بدقة إلى قطعة العمل. وفي العديد من أنواع معدات الليزر، يتم تحقيق ذلك باستخدام نظام من المرايا والعدسات التي توجِّه الشعاع وتُركِّزه. أما في الأنظمة القائمة على الألياف، فينتقل الشعاع عبر كابل ألياف بصرية مرنة قبل أن يصل إلى رأس القطع أو اللحام. ويجب أن يحافظ نظام التوصيل على جودة الشعاع طوال مساره الكامل؛ إذ يؤدي أي انخفاض في التماسك أو التركيز في هذه المرحلة مباشرةً إلى الحد من قدرة الجهاز على القطع النظيف أو النقش الدقيق.
رأس التركيز ونظام الحركة
رأس التركيز هو المكان الذي يتحول فيه الشعاع من ظاهرةٍ تنتقل عبر الفضاء إلى أداةٍ عمليةٍ فعّالة. وداخل الرأس، تقوم عدسةٌ — أو سلسلةٌ من العدسات في معدات الليزر الأكثر تطورًا — بتجميع الشعاع إلى نقطة بؤرية صغيرة جدًّا، يُقاس حجمها عادةً بأجزاء من المليمتر. وحجم هذه النقطة البؤرية هو ما يحدد عرض الشق (Kerf) عند القطع أو دقة التصنيع عند النقش. وكلما صغُرت النقطة البؤرية، زاد تركيز الطاقة لكل وحدة مساحة، ما يمكِّن من تحقيق سرعات قطع أسرع وتفاصيل أدق.
نظام الحركة في معدات الليزر يتحكم في كيفية تحرك رأس القطع أو المعالجة عبر قطعة العمل. وتتحرك أنظمة النوع الجسري (Gantry-style) بالرأس على محوري X وY فوق طاولة عمل ثابتة، وهي شائعة في آلات القطع ذات التنسيق الكبير. أما أنظمة القلاب (Galvanometer-based) فتستخدم مرآتين صغيرتين مُحرَّكتين كهربائيًّا لانحراف شعاع الليزر بسرعة عالية، مما يمكِّن من إجراء عمليات المسح الفائق السرعة في تطبيقات الوسم والنقش ومعالجة الأسطح. وتعتبر الدقة والسرعة في نظام الحركة عاملين جوهريين يُميِّزان معدات الليزر الابتدائية عن الآلات الصناعية الاحترافية.
غاز المساعدة وأنظمة التبريد
في تطبيقات القطع، تستخدم معدات الليزر عادةً غازًا مساعدًا يُورَد بشكل محوري عبر رأس القطع جنبًا إلى جنب مع شعاع الليزر. وأكثر الغازات استخدامًا في هذا السياق هي الأكسجين والنيتروجين والهواء المضغوط، وكلٌّ منها يُحقِّق تأثيرات مختلفة. فالأكسجين يتفاعل تفاعلًا طاردًا للحرارة مع المعدن المسخَّن، ما يُسرِّع من سرعة القطع ولكنه يؤدي إلى تشكُّل حافة مؤكسدة. أما النيتروجين فهو غاز خامل ويُنتج قطعًا نظيفة وخالية من الحواف الحادة (الزَّوائد)، وهو ما يجعله مثاليًّا لقطع الفولاذ المقاوم للصدأ والألومنيوم، رغم أنه يتطلب طاقة ليزرية أعلى لتحقيق سرعات مكافئة. والهواء المضغوط يُعَدُّ خيارًا اقتصاديًّا مناسبًا للمواد الرقيقة.
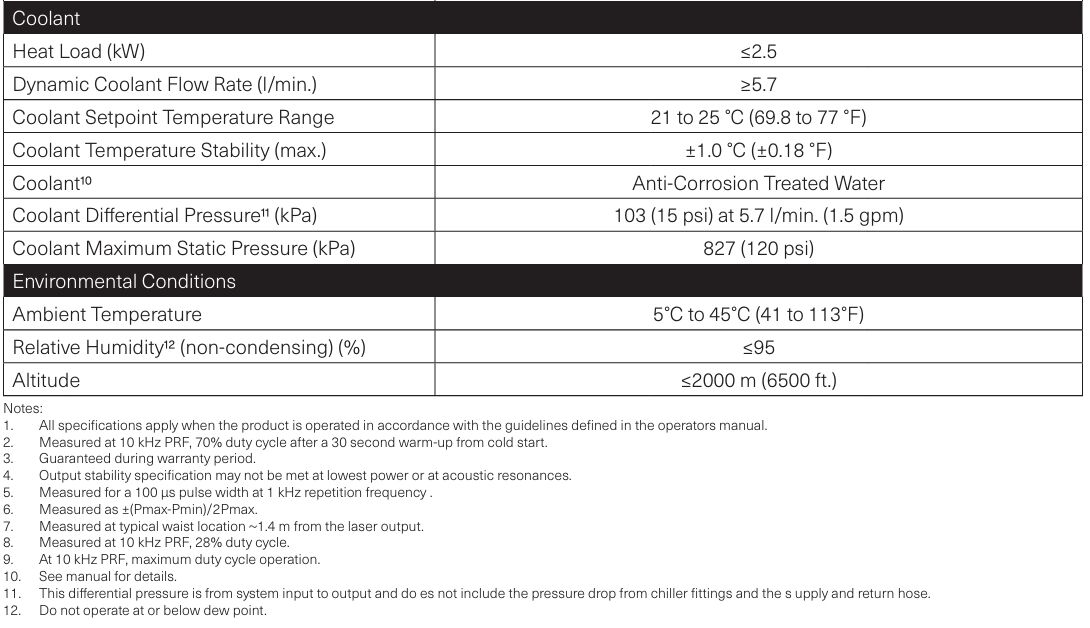
تُعَدّ إدارة الحرارة بنفس القدر من الأهمية لضمان التشغيل الموثوق. فالمعدات الليزرية تولِّد حرارةً كبيرةً أثناء التشغيل — داخل مصدر الليزر، وعناصر نقل الحزمة البصرية، ورأس التركيز. وتُعتبر وحدات التبريد المائية المبردة بالسوائل معدات قياسية في الآلات الصناعية، حيث تحافظ على درجات حرارة المكونات ضمن نطاقات ضيقة جدًّا ومُتحكَّمٍ بها بدقة. وبغياب التبريد المناسب، تنخفض جودة العدسات، وتنحرف محاذاة الحزمة، ويقل عمر مصدر الليزر التشغيلي بشكل كبير. ولذلك فإن فهم متطلبات التبريد الخاصة بكل آلةٍ يُعَدُّ جزءًا أساسيًّا من التشغيل والصيانة السليمة لمعدات الليزر.
التحكم البرمجي ودور المعالجة الرقمية
التكامل بين برامج التصميم بمساعدة الحاسوب (CAD) وبرامج التصنيع بمساعدة الحاسوب (CAM) وتوليد مسار الأداة
المعدات الليزرية الحديثة لا تعمل بشكل منعزل عن أدوات التصميم الرقمي. وعادةً ما يبدأ سير العمل في تطبيق CAD (التصميم بمساعدة الحاسوب)، حيث يقوم المشغل بإنشاء الهندسة المراد معالجتها أو استيرادها. ثم يُمرَّر ملف التصميم هذا عبر برنامج CAM (التصنيع بمساعدة الحاسوب)، الذي يحوِّل الأشكال الهندسية إلى تعليمات قابلة للقراءة بواسطة الآلة، وتُسمَّى مسارات الأدوات. وتُحدِّد هذه التعليمات مكان حركة الشعاع، وسرعته، ومستوى القدرة المستخدمة، والتسلسل الذي يتم به تنفيذ العملية — وكل ذلك مُحسَّنٌ لتحقيق الناتج المطلوب بكفاءة.
تدمج معدات الليزر عالية الجودة برامج ترتيب تلقائية (Nesting Software) التي تقوم تلقائيًا بتنظيم أشكال الأجزاء المتعددة على اللوح لتقليل هدر المواد إلى أدنى حد. ويُعَدُّ هذا عامل كفاءة بالغ الأهمية في بيئات الإنتاج التي تكون فيها تكلفة المواد مرتفعة بشكل ملحوظ. كما تدعم بعض وحدات التحكم المتطورة أيضًا التعديل الفوري لمعالم القطع استنادًا إلى البيانات الواردة من أجهزة استشعار الارتفاع، مما يضمن ثبات المسافة البؤرية حتى عند معالجة مواد مشوَّهة قليلًا أو غير مستوية. وهذه القدرات الرقمية هي ما تحوِّل معدات الليزر من مصدر ضوء بسيط إلى أصل إنتاجي متطور.
وحدات تحكم CNC وواجهات المشغلين
نظام التحكم العددي بالحاسوب (CNC) هو عقل معدات الليزر. فهو يقرأ تعليمات مسار الأداة التي تولّفها برامج الحاسوب الخاصة بالتصنيع (CAM)، ثم يحوّلها إلى إشارات كهربائية دقيقة تُرسل إلى محركات السيرفو أو الخطوات في نظام الحركة. وتدعم وحدات التحكم العددية الحديثة المستخدمة في معدات الليزر الاحترافية خوارزميات تداخل معقدة تضمن حركة سلسة ودقيقة حتى أثناء تغيّر الاتجاهات، والقصّ المنحني، والزوايا الحادة. كما أن جودة وحدة التحكم تؤثر مباشرةً في قدرة الجهاز على الالتزام بدقة بالتسامحات البعدية الضيقة باستمرار طوال دورة الإنتاج.
تتراوح واجهات التشغيل في معدات الليزر المعاصرة بين الألواح اللمسية المخصصة وبيئات البرمجيات القائمة على أجهزة الكمبيوتر. وتتيح هذه الواجهات للمشغلين تحميل ملفات المهام، وضبط معاملات المادة، ورصد حالة الجهاز، وتعديل ظروف القطع، والاستجابة لتنبيهات الأخطاء. وباتت منصات معدات الليزر الصناعية العديدة تدعم اليوم المراقبة والتشخيص عن بُعد عبر الاتصال بالشبكة، ما يمكّن فرق الصيانة من تحديد المشكلات المتعلقة بالأداء قبل أن تؤدي إلى توقف غير مخطط عنه. أما للمبتدئين، فإن اكتساب الإلمام بواجهة التحكم يُعَدُّ واحدةً من أكثر المهارات عمليةً على الفور التي ينبغي تطويرها.
مجالات الاستخدام الشائعة واعتبارات المادة
القطع، والنقش، والوسم
تُستخدم معدات الليزر في ثلاث طرائق رئيسية للتشغيل: القص، والنقش، والوسم. ويتمثل القص في تمرير شعاع الليزر عبر السماكة الكاملة للمادة لإنتاج أجزاء منفصلة. ويتطلب ذلك قدرة كافية على التغلب على الكتلة الحرارية وانعكاسية سطح المادة. أما النقش فيزيل المادة من السطح لإنشاء عمق أو نسيج أو أنماط زخرفية دون قص المادة بالكامل. أما الوسم فيستخدم الشعاع لتغيير مظهر السطح — عبر الأكسدة أو تغير اللون أو الانصهار الموضعي — دون إزالة كمية كبيرة من المادة.
يفرض كل وضعٍ متطلباتٍ مختلفةً على معدات الليزر من حيث القدرة، والسرعة، وتكرار النبضات، وموضع البؤرة. وعادةً ما يتطلب القطع تشغيلًا بموجة مستمرة عند أقصى قدرة ممكنة بالنسبة لسماكة المادة المُعطاة. أما النقش فيستفيد غالبًا من التشغيل النبضي والتحكم الدقيق في تداخل النبضات لتحقيق عمق متسق لإزالة السطح. وتُركِّز تطبيقات الوسم على التباين العالي والدقة العالية بدلًا من العمق، مما يجعل جودة الحزمة ودقة التركيز عاملين بالغَي الأهمية. وفهم الوضع الأنسب لمهمة إنتاجية معينة يُعَدُّ مهارة أساسية لأي مشغل لمعدات الليزر.
التوافق مع المواد ومعايير العملية
يُحكَم التفاعل بين شعاع الليزر والمادة بعدة عوامل فيزيائية، من بينها التوصيل الحراري للمادة، وانعكاسية المادة عند طول موجة الليزر، ودرجات حرارة الانصهار والتبخر، وعمق الامتصاص البصري. وتُعد المعادن مثل الفولاذ اللين والفولاذ المقاوم للصدأ والألومنيوم أكثر المواد شيوعًا التي تُعالَج بواسطة معدات الليزر الصناعية، لكن معاملات المعالجة المحددة تتفاوت اختلافًا كبيرًا. وتشكل المواد العالية الانعكاسية مثل النحاس والنحاس الأصفر تحدياتٍ لأنظمة الليزر الليفية القياسية، إذ قد ينعكس جزءٌ كبير من طاقة الشعاع عائدًا نحو العدسات بدلًا من امتصاصه.
تتطلب المواد غير المعدنية، مثل الخشب والأكريليك والجلد والخزف والزجاج، كلٌّ منها اختيارًا دقيقًا للمعاملات لتحقيق نتائج نظيفة دون احتراق أو تشقق أو مناطق متأثرة بالحرارة بشكل مفرط. وعادةً ما تكون أجهزة الليزر المصممة لمعالجة المواد غير المعدنية مزوَّدة بمصادر ليزر CO₂ وأنظمة تهوية لإدارة نواتج الاحتراق والأبخرة الناتجة. أما للمبتدئين، فإن أفضل طريقٍ موثوقٍ للوصول إلى جودةٍ متسقةٍ هو البدء بالمكتبات الموصى بها للمعاملات التي يوفِّرها مصنع الجهاز، ثم إجراء التعديلات التدريجية بناءً على النتائج المرصودة.
العوامل الرئيسية المؤثرة في أداء معدات الليزر
جودة الحزمة، والطاقة، ودقة التركيز
جودة الحزمة، التي تُقاس بواسطة معامل يُسمى M² (M-تربيع)، تُعَدُّ واحدةً من أهم المواصفات الخاصة بمعدات الليزر. وتمثل القيمة 1 لمعامل M² حزمةً غاوسيةً مثاليةً، في حين تشير القيم الأعلى إلى زيادة في التباعد وضعف القدرة على التركيز. وعادةً ما تتراوح قيم معامل M² لمachines القطع الصناعية بين 1.0 و1.3، مما يمكِّن من تكوين بقع تركيز ضيقة وتحقيق دقة عالية في عملية القطع. أما انخفاض جودة الحزمة فيؤدي إلى اتساع بقع التركيز، وانخفاض سرعة القطع، وسوء جودة حواف القطع — وكلُّ ذلك يؤثر سلبًا على إنتاجية خط التصنيع وجودة القطع المُنتَجة.
يحدد إنتاج الطاقة مدى سرعة إزالة الشعاع للمواد، ومدى سماكة القطعة التي يمكن لمعدات الليزر معالجتها. ومع ذلك، فإن القدرة الخام وحدها لا تُحدِّد الأداء — بل يجب أن تترافق مع جودة الشعاع المناسبة، وبصريات التركيز الملائمة، وإعدادات غاز المساعدة، وسرعة الحركة. ويظن العديد من المبتدئين أن زيادة القدرة تعني دائمًا نتائج أفضل، لكن الممارسة العملية تُظهر أن استخدام قدرة زائدة عن الحاجة لمادةٍ وسماكةٍ معينتين قد يؤدي إلى الاحتراق، أو الانصهار المفرط، أو تدنّي جودة الحواف. أما تحقيق التوازن بين القدرة والعوامل الأخرى فهو مهارةٌ تكتسب بالخبرة والاختبار المنهجي.
ممارسات الصيانة والمتانة التشغيلية
مثل جميع الأنظمة الصناعية الدقيقة، تتطلب معدات الليزر صيانةً منتظمةً للحفاظ على أدائها مع مرور الوقت. وتتعرض المكونات البصرية — وبخاصة عدسة التركيز والنافذة الواقية — لبقايا المواد، والتناثر، والإجهادات الحرارية أثناء المعالجة. ومن الضروري تنظيف هذه المكونات وفحصها بانتظام، لأن التلوث أو الخدوش تقلل من كفاءة النقل وقد تؤدي إلى أضرار حرارية. وينبغي وضع جداول استبدال للمكونات البصرية الاستهلاكية بناءً على عدد ساعات التشغيل ودرجة قساوة المواد التي تُعالَج.
المكونات الميكانيكية، بما في ذلك الدليل الخطي ومحركات الترس والترس الحلزوني والمسمار الكروي، تتطلب تزييتًا دوريًّا وفحوصات محاذاة للحفاظ على دقة الموضع. ويجب استبدال سائل التبريد في نظام المبرد أو اختباره على فترات منتظمة لمنع النمو البيولوجي والحفاظ على الأداء الحراري. أما بالنسبة لمعدات الليزر الليفية، فإن مصدر الليزر نفسه لا يحتاج عادةً إلى صيانة في ظل ظروف التشغيل العادية، لكن يجب فحص الألياف الناقلة لحزمة الليزر ونقاط الاتصال الخاصة بها بشكل دوري للتحقق من وجود أي تلف. وإنشاء برنامج صيانة وقائية هو الطريقة الأكثر فعالية لحماية استثمارك في معدات الليزر وضمان قدرة إنتاجية ثابتة.
الأسئلة الشائعة
ما أنواع المواد التي يمكن لمعدات الليزر معالجتها؟
يمكن لمعدات الليزر معالجة مجموعة واسعة من المواد، وذلك حسب نوع الليزر وتكوينه. وتُستخدم أنظمة ليزر الألياف بشكل رئيسي في معالجة المعادن مثل الصلب اللين، والفولاذ المقاوم للصدأ، والألومنيوم، والنحاس الأصفر، والنحاس، والتيتانيوم. أما أنظمة ليزر ثاني أكسيد الكربون (CO2) فهي أكثر ملاءمةً للمواد غير المعدنية مثل الخشب، والأكريليك، والجلد، والقماش، والزجاج، وبعض أنواع البلاستيك. والمفتاح هنا هو مطابقة طول موجة الليزر مع خصائص امتصاص المادة، واختيار إعدادات القدرة والسرعة المناسبة لتحقيق النتيجة المطلوبة دون التسبب في أضرار حرارية غير مرغوب فيها.
ما مدى دقة معدات الليزر مقارنةً بطرق القطع التقليدية؟
توفر معدات الليزر عمومًا دقة أبعاد أعلى بكثير مقارنةً بالطرق التقليدية للقطع مثل القطع بالبلازما أو قطع المياه أو القص الميكانيكي. وتصل آلات قطع الليزر الصناعية عادةً إلى دقة تحديد مواقع تبلغ ±٠٫٠٣ مم أو أفضل من ذلك، مع تكرارية في نفس النطاق. وتجعل هذه الدرجة من الدقة معدات الليزر مناسبةً للتطبيقات التي تتطلب تحملات ضيقة وهندسة معقدة وإعادة إنتاج متسقة من قطعة إلى أخرى عبر أحجام إنتاج كبيرة. كما أن غياب التلامس الميكانيكي يلغي اهتراء الأداة كعامل يؤثر على الدقة مع مرور الوقت.
هل معدات الليزر آمنة التشغيل في بيئة ورشة عمل قياسية؟
يمكن تشغيل معدات الليزر بشكل آمن في بيئة ورشة العمل شريطة اتباع بروتوكولات السلامة الواجبة ومعايير التغليف المطلوبة. وعادةً ما تكون آلات القطع الصناعية محصورة داخل خزائن أمان مزودة بأنظمة تداخل (Interlocked) تمنع تعرض العاملين لحزمة الليزر. وتُعد أنظمة استخراج الدخان ضرورية لإدارة نواتج عملية القطع، والتي قد تشمل أكاسيد المعادن والطلاءات المتبخرة وغازات الاحتراق، وذلك حسب نوع المادة التي تتم معالجتها. ويجب تدريب المشغلين على تصنيفات سلامة الليزر، والاستخدام الصحيح للنظارات الواقية عند الحاجة، وإجراءات إيقاف التشغيل الطارئ الخاصة بمعدات الليزر المستخدمة.
كم من الوقت يستغرق تعلُّم تشغيل معدات الليزر بكفاءة؟
تتفاوت فترة التعلُّم المطلوبة لتشغيل معدات الليزر تبعًا لدرجة تعقيد الجهاز والتطبيق المقصود. ويمكن عادةً إتقان التشغيل الأساسي — الذي يشمل تحميل الملفات وضبط المعايير وتنفيذ المهام القياسية على المواد الشائعة — خلال بضعة أيام من التدريب العملي. أما اكتساب خبرة أعمق في مجالات تحسين المعايير وتشخيص الأعطال ومعالجة المواد الصعبة، فيتطلب عادةً عدة أسابيع إلى أشهر من التشغيل المنتظم. ويقدِّم معظم مورِّدي معدات الليزر الاحترافية تدريبًا للمُشغِّلين كجزءٍ من عملية التركيب، ويُوصى بشدة بهذا التدريب الأولي لأي شخصٍ جديد في مجال التصنيع القائم على الليزر.