 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


Если вы когда-либо наблюдали, как сфокусированный луч света чисто разрезает стальной лист или наносит детальный узор на дерево, вы уже видели лазерное оборудование в действии. Для новичков, делающих первые шаги в мире промышленного производства, обработки металлов или даже мелкосерийного выпуска продукции, понимание того, как на самом деле работают лазерные установки, может показаться пугающим. Эта технология объединяет физику, прецизионную инженерию и программное управление — всё это работает одновременно, обеспечивая результаты, недостижимые для традиционных механических инструментов. В этом руководстве подробно и простым языком объясняется весь принцип работы лазерного оборудования, чтобы любой желающий — независимо от технической подготовки — мог сформировать прочное базовое понимание.
Лазерное оборудование больше не является исключительной прерогативой аэрокосмических лабораторий или производственных мощностей по выпуску полупроводников. Сегодня оно используется в цехах по обработке листового металла, у поставщиков автокомпонентов, производителей электроники, изготовителей вывесок и специализированных мастерских по металлообработке по всему миру. По мере роста числа отраслей, внедряющих лазерные технологии, спрос на квалифицированных операторов, покупателей и лиц, принимающих решения, которые понимают основные принципы работы такого оборудования, достиг беспрецедентного уровня. Независимо от того, планируете ли вы приобрести лазерное оборудование для своего предприятия, впервые управляете станком или просто хотите разобраться, чем лазерная обработка отличается от традиционных методов, данное руководство подробно объяснит всё — от физических основ генерации света до систем управления, обеспечивающих высокую точность выходных параметров.
Физические основы генерации лазерного излучения
Чем лазерное излучение отличается от обычного света
В основе всего лазерного оборудования лежит явление, называемое вынужденным излучением радиации — процесс, от которого происходит аббревиатура LASER. Обычный свет, например солнечный свет или излучение лампы накаливания, распространяется во всех направлениях и содержит широкий спектр длин волн. Лазер, напротив, генерирует когерентный свет, то есть все фотоны движутся в одном направлении и находятся в идеальной фазе друг с другом. Именно эта когерентность обеспечивает лазерному оборудованию его исключительную способность концентрировать энергию в чрезвычайно малой области.
Свет, излучаемый лазерным оборудованием, также монохроматичен, то есть состоит из одной длины волны, а не из их смеси. Это свойство имеет решающее значение, поскольку различные материалы поглощают свет разной длины волны, и подбор правильной длины волны под целевой материал определяет эффективность передачи энергии. Например, волоконные лазеры излучают свет с длиной волны около 1064 нанометров, который интенсивно поглощается металлами. Лазеры на углекислом газе (CO2) работают на длине волны 10 600 нанометров, что делает их хорошо подходящими для обработки органических материалов, таких как древесина, акрил и некоторые виды пластиков.
Как лазерная среда генерирует луч
Все лазерное оборудование работает на основе так называемой активной среды — материала, который непосредственно генерирует лазерное излучение. Такой средой может быть газ, кристалл, волокно, легированное редкоземельными элементами, или полупроводник — в зависимости от типа установки. Энергия подводится к этой среде из внешнего источника, например, с помощью импульсных ламп, светодиодов или электрического разряда. Когда эта энергия возбуждает атомы внутри среды, они испускают фотоны. Эти фотоны, в свою очередь, стимулируют другие возбуждённые атомы к испусканию дополнительных фотонов в том же направлении и в той же фазе, создавая эффект каскадного усиления, известный как оптическое усиление.
Среда усиления расположена внутри оптического резонатора — полости, ограниченной зеркалами с обеих сторон. Одно из зеркал полностью отражающее, а другое пропускает часть света в виде выходного луча. Свет многократно отражается между этими зеркалами, приобретая энергию при каждом проходе, пока не достигнет достаточной интенсивности для выхода в виде когерентного и мощного луча. Это фундаментальный принцип работы всех лазерных установок — независимо от того, является ли устройство компактным настольным гравировальным станком или крупной промышленной системой резки.
Основные компоненты лазерного оборудования
Лазерный источник и система подачи луча
Каждое лазерное оборудование состоит из нескольких взаимосвязанных подсистем, работающих согласованно. Источник лазерного излучения — это компонент, в котором формируется лазерный луч; его тип определяет совместимость станка с различными материалами, энергоэффективность и требования к техническому обслуживанию. Волоконные лазерные источники отличаются компактной конструкцией, высокой эффективностью преобразования электрической энергии в лазерное излучение (wall-plug efficiency) и длительным сроком службы, зачастую превышающим 100 000 часов. Лазерные источники на основе CO₂ требуют более частого технического обслуживания, однако превосходно подходят для обработки неметаллических материалов. Источники на основе Nd:YAG обычно применяются в сварочных и маркировочных операциях, где необходима высокая пиковая мощность в коротких импульсах.
После генерации лазерный луч должен точно доставляться к обрабатываемой детали. Во многих типах лазерного оборудования это достигается с помощью системы зеркал и линз, которые направляют и фокусируют луч. В волоконных системах луч проходит через гибкий оптический волоконный кабель перед тем, как попасть в головку для резки или сварки. Система доставки должна сохранять качество луча на всём его пути: любое ухудшение когерентности или фокусировки на этом этапе напрямую снижает способность станка выполнять чистый рез или точную гравировку.
Фокусирующая головка и система перемещения
Фокусирующая головка — это место, где лазерный луч переходит от распространяющегося явления в рабочий инструмент. Внутри головки линза — или в более продвинутом лазерном оборудовании серия линз — концентрирует луч в крошечную фокальную точку, размер которой обычно измеряется долями миллиметра. Размер этой фокальной точки определяет ширину пропила при резке или разрешение при гравировке. Более мелкая фокальная точка обеспечивает концентрацию большего количества энергии на единицу площади, что позволяет увеличить скорость резки и повысить детализацию.
Система перемещения лазерного оборудования управляет движением режущей или обрабатывающей головки по заготовке. В системах с порталом головка перемещается вдоль осей X и Y над неподвижным рабочим столом — такой подход распространен в крупноформатных станках для резки. В гальванометрических системах используются небольшие моторизованные зеркала, отклоняющие лазерный луч на высокой скорости, что обеспечивает чрезвычайно быстрое сканирование при маркировке, гравировке и обработке поверхностей. Точность и скорость системы перемещения являются ключевыми факторами, определяющими различия между базовыми лазерными установками и промышленными машинами профессионального уровня.
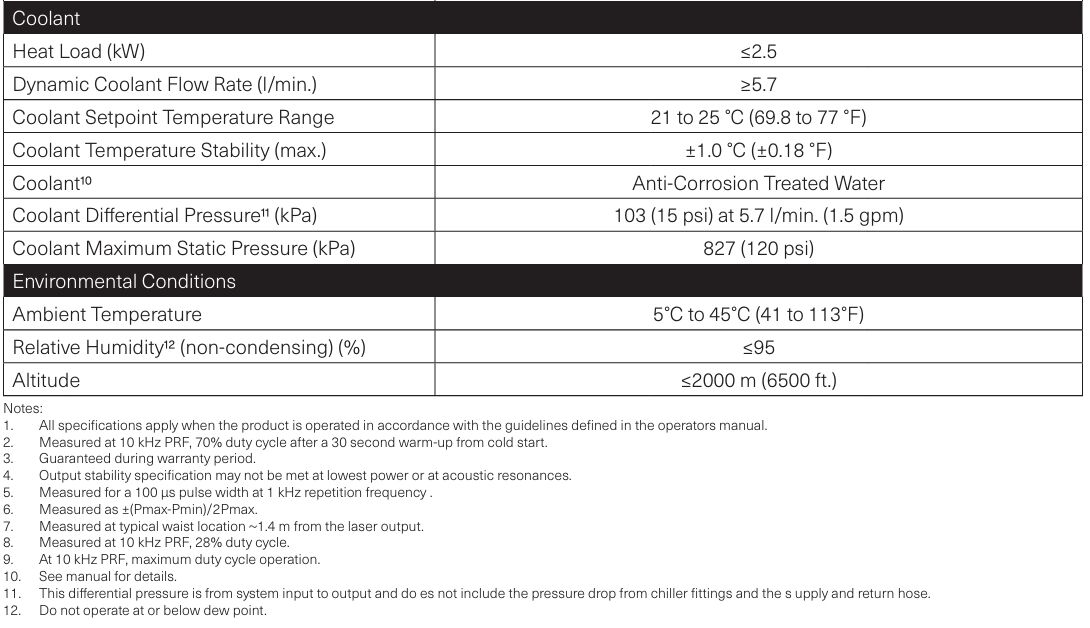
Вспомогательные газы и системы охлаждения
В процессах резки лазерное оборудование обычно использует вспомогательный газ, подаваемый коаксиально через резак вместе с лазерным лучом. Наиболее распространёнными вариантами являются кислород, азот и сжатый воздух, каждый из которых оказывает различное воздействие. Кислород вступает в экзотермическую реакцию с нагретым металлом, ускоряя процесс резки, но при этом образуя окисленную кромку. Азот является инертным газом и обеспечивает чистые, свободные от заусенцев разрезы, что делает его идеальным для резки нержавеющей стали и алюминия; однако для достижения аналогичных скоростей требуется более высокая мощность лазера. Сжатый воздух представляет собой экономически выгодный вариант для резки тонких материалов.
Тепловой контроль имеет не менее важное значение для надежной работы. Лазерное оборудование выделяет значительное количество тепла в процессе эксплуатации — как в самом лазерном источнике, так и в оптике передачи луча и фокусирующей головке. В промышленных станках стандартным оборудованием являются водяные охладители, поддерживающие температуру компонентов в строго заданных пределах. При отсутствии надлежащего охлаждения качество линз ухудшается, положение луча смещается, а срок службы лазерного источника резко сокращается. Понимание требований к системе охлаждения конкретного станка является обязательным условием правильной эксплуатации и технического обслуживания лазерного оборудования.
Управление программным обеспечением и роль цифровой обработки
Интеграция CAD/CAM и генерация траектории инструмента
Современное лазерное оборудование не работает изолированно от цифровых инструментов проектирования. Рабочий процесс обычно начинается в приложении САПР (система автоматизированного проектирования), где оператор создаёт или импортирует геометрию, подлежащую обработке. Затем этот файл с проектом передаётся в программное обеспечение CAM (компьютерная система автоматизированного производства), которое преобразует геометрические фигуры в инструкции, читаемые станком, — так называемые траектории инструмента. Эти инструкции определяют, по какой траектории перемещается лазерный луч, с какой скоростью, на какой мощности и в какой последовательности — всё это оптимизировано для достижения требуемого результата с максимальной эффективностью.
Лазерное оборудование высокого класса интегрирует программное обеспечение для автоматической компоновки деталей, которое автоматически размещает геометрии нескольких деталей на листе материала с целью минимизации отходов. Это критически важный фактор эффективности в производственных условиях, где стоимость материалов является значительной. Некоторые передовые контроллеры также поддерживают корректировку параметров резки в реальном времени на основе данных, поступающих от датчиков высоты, обеспечивая стабильное фокусное расстояние даже при обработке слегка деформированных или неровных заготовок. Именно такие цифровые возможности превращают лазерное оборудование из простого источника света в сложный производственный актив.
ЧПУ-контроллеры и интерфейсы оператора
Система ЧПУ (числового программного управления) является «мозгом» лазерного оборудования. Она считывает инструкции по траектории инструмента, сгенерированные программным обеспечением CAM, и преобразует их в точные электрические сигналы, передаваемые сервоприводам или шаговым двигателям системы перемещения. Современные контроллеры ЧПУ в профессиональном лазерном оборудовании поддерживают сложные алгоритмы интерполяции, обеспечивающие плавное и точное движение даже при смене направления, выполнении дуговых резов и прохождении острых углов. Качество контроллера напрямую влияет на способность станка стабильно соблюдать жёсткие допуски по размерам в течение всего производственного цикла.
Интерфейсы оператора на современном лазерном оборудовании варьируются от специализированных сенсорных панелей до программных сред на базе ПК. С помощью этих интерфейсов операторы могут загружать файлы заданий, задавать параметры обрабатываемого материала, отслеживать состояние станка, корректировать условия резки и реагировать на аварийные сигналы. Многие промышленные лазерные платформы теперь поддерживают удалённый мониторинг и диагностику через сетевое подключение, что позволяет службам технического обслуживания выявлять проблемы с производительностью до того, как они приведут к незапланированному простою. Для новичков освоение управления интерфейсом является одним из наиболее практически значимых навыков, которые следует развивать в первую очередь.
Распространённые области применения и особенности обработки материалов
Резка, гравировка и маркировка
Лазерное оборудование используется в трёх основных режимах обработки: резка, гравировка и маркировка. При резке лазерный луч проходит сквозь всю толщину материала, чтобы получить отдельные детали. Для этого требуется достаточная мощность, чтобы преодолеть тепловую массу материала и его поверхностную отражательную способность. При гравировке материал удаляется с поверхности для создания глубины, текстуры или декоративных узоров без сквозного пропила. При маркировке лазерный луч изменяет внешний вид поверхности — за счёт окисления, изменения цвета или локального плавления — без значительного удаления материала.
Каждый режим предъявляет различные требования к лазерному оборудованию в отношении мощности, скорости, частоты импульсов и положения фокуса. Резка, как правило, требует непрерывного волнового режима работы на максимальной мощности для заданной толщины материала. Гравировка часто выигрывает от импульсного режима работы и тщательного контроля перекрытия импульсов для достижения стабильной глубины удаления поверхностного слоя. При маркировке приоритетом являются высокий контраст и высокое разрешение, а не глубина, поэтому особое значение приобретают качество лазерного пучка и точность фокусировки. Понимание того, какой режим подходит для конкретной производственной задачи, является базовым навыком любого оператора лазерного оборудования.
Совместимость с материалами и технологические параметры
Взаимодействие лазерного луча с материалом определяется рядом физических факторов, включая теплопроводность материала, его отражательную способность на длине волны лазера, температуры плавления и испарения, а также глубину оптического поглощения. Наиболее распространёнными материалами, обрабатываемыми промышленным лазерным оборудованием, являются металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий; однако конкретные параметры обработки значительно различаются. Высокорефлективные материалы, например медь и латунь, представляют сложность для стандартных волоконно-оптических лазерных систем, поскольку значительная часть энергии луча может отражаться обратно к оптике вместо того, чтобы поглощаться.
Неметаллические материалы, включая древесину, акрил, кожу, керамику и стекло, требуют тщательного подбора параметров для получения чистых результатов без обугливания, растрескивания или чрезмерной зоны термического влияния. Лазерное оборудование, предназначенное для обработки неметаллических материалов, как правило, оснащается лазерными источниками на основе CO₂ и системами вентиляции для удаления продуктов горения и паров. Для начинающих пользователей наиболее надёжным путём достижения стабильного качества является использование рекомендованных производителем оборудования библиотек параметров и постепенная корректировка этих параметров на основе наблюдаемых результатов.
Ключевые факторы, влияющие на производительность лазерного оборудования
Качество лазерного пучка, мощность и точность фокусировки
Качество пучка, измеряемое параметром, называемым M² (M-квадрат), является одной из наиболее важных характеристик лазерного оборудования. Значение M², равное 1, соответствует идеальному гауссову пучку, тогда как более высокие значения указывают на возрастающую расходимость и снижение способности к фокусировке. Промышленные лазерные станки для резки обычно имеют значения M² в диапазоне от 1,0 до 1,3, что обеспечивает узкие фокусные пятна и высокую точность резки. Более низкое качество пучка приводит к увеличению размеров фокусного пятна, снижению скорости резки и ухудшению качества кромок — всё это негативно сказывается на производительности и качестве изготавливаемых деталей.
Мощность определяет, насколько быстро лазерный луч удаляет материал и какую толщину заготовки может обрабатывать лазерное оборудование. Однако одна лишь номинальная мощность не определяет производительность — она должна сочетаться с соответствующим качеством лазерного пучка, оптикой фокусировки, параметрами вспомогательного газа и скоростью перемещения. Многие новички полагают, что чем выше мощность, тем лучше результат, однако на практике избыточная мощность для конкретного материала и его толщины может привести к обгоранию, чрезмерному плавлению и ухудшению качества кромки. Наладка баланса между мощностью и другими параметрами — это навык, который формируется благодаря опыту и систематическим испытаниям.
Практика технического обслуживания и эксплуатационный срок службы
Как и все прецизионные промышленные системы, лазерное оборудование требует регулярного технического обслуживания для поддержания его рабочих характеристик в течение длительного времени. Оптические компоненты — в частности, фокусирующая линза и защитное окно — во время обработки подвергаются воздействию загрязнений, брызг расплавленного материала и тепловых нагрузок. Регулярная очистка и осмотр этих компонентов являются обязательными, поскольку загрязнение или царапины снижают эффективность пропускания излучения и могут привести к тепловому повреждению. Графики замены расходуемых оптических элементов следует устанавливать на основе наработки в часах и агрессивности обрабатываемых материалов.
Механические компоненты, включая линейные направляющие, рейку и шестерню, а также шарико-винтовые пары, требуют периодической смазки и проверки выравнивания для поддержания точности позиционирования. Охлаждающую жидкость в системе чиллера следует заменять или проверять через регулярные интервалы времени, чтобы предотвратить биологическое загрязнение и сохранить тепловую эффективность. Для оборудования на основе волоконного лазера сам лазерный источник, как правило, не требует технического обслуживания при нормальных условиях эксплуатации, однако волокно для передачи лазерного излучения и точки соединения необходимо периодически осматривать на наличие повреждений. Внедрение программы профилактического технического обслуживания является наиболее эффективным способом защиты ваших инвестиций в лазерное оборудование и обеспечения стабильной производственной мощности.
Часто задаваемые вопросы
Какие типы материалов может обрабатывать лазерное оборудование?
Лазерное оборудование может обрабатывать широкий спектр материалов в зависимости от типа лазера и его конфигурации. Волоконно-оптические лазерные системы используются преимущественно для обработки металлов, включая низкоуглеродистую сталь, нержавеющую сталь, алюминий, латунь, медь и титан. Лазерные системы на основе CO₂ лучше подходят для обработки неметаллических материалов, таких как древесина, акрил, кожа, ткани, стекло и некоторые виды пластиков. Ключевым фактором является соответствие длины волны лазера характеристикам поглощения материала, а также правильный выбор мощности и скорости обработки для достижения требуемого результата без нежелательного термического повреждения.
Насколько точным является лазерное оборудование по сравнению с традиционными методами резки?
Лазерное оборудование, как правило, обеспечивает значительно более высокую размерную точность по сравнению с традиционными методами резки, такими как плазменная резка, гидроабразивная резка или механическая резка пилой. Промышленные лазерные станки для резки регулярно достигают точности позиционирования ±0,03 мм и выше, а повторяемость находится в том же диапазоне. Такой уровень точности делает лазерное оборудование пригодным для применения в задачах, требующих строгого соблюдения допусков, сложной геометрии деталей и стабильного воспроизводства одинаковых деталей при массовом производстве. Отсутствие механического контакта также исключает износ инструмента как переменный фактор, влияющий на точность со временем.
Безопасно ли эксплуатировать лазерное оборудование в стандартных условиях мастерской?
Лазерное оборудование может безопасно эксплуатироваться в цеховой среде при соблюдении надлежащих протоколов безопасности и стандартов ограждения. Промышленные режущие станки, как правило, размещаются внутри блокированных защитных шкафов, предотвращающих попадание лазерного излучения на операторов. Системы отвода дыма являются обязательными для управления побочными продуктами резки, к которым могут относиться оксиды металлов, испарившиеся покрытия и продукты горения в зависимости от обрабатываемого материала. Операторы должны пройти обучение по классификации лазерной безопасности, правильному использованию средств защиты глаз при необходимости, а также процедурам аварийного отключения, специфичным для используемого лазерного оборудования.
Сколько времени требуется, чтобы научиться эффективно управлять лазерным оборудованием?
Кривая обучения при работе с лазерным оборудованием зависит от сложности машины и характера применения. Основные операции — включая загрузку файлов, настройку параметров и выполнение стандартных задач на распространённых материалах — как правило, осваиваются в течение нескольких дней практического обучения. Для формирования более глубоких компетенций в области оптимизации параметров, диагностики неисправностей и обработки сложных материалов обычно требуется несколько недель или даже месяцев регулярной эксплуатации. Большинство профессиональных поставщиков лазерного оборудования предоставляют обучение операторов в рамках процесса установки, и такое первоначальное обучение настоятельно рекомендуется всем, кто впервые начинает работать с лазерными технологиями производства.
Содержание
- Физические основы генерации лазерного излучения
- Основные компоненты лазерного оборудования
- Управление программным обеспечением и роль цифровой обработки
- Распространённые области применения и особенности обработки материалов
- Ключевые факторы, влияющие на производительность лазерного оборудования
-
Часто задаваемые вопросы
- Какие типы материалов может обрабатывать лазерное оборудование?
- Насколько точным является лазерное оборудование по сравнению с традиционными методами резки?
- Безопасно ли эксплуатировать лазерное оборудование в стандартных условиях мастерской?
- Сколько времени требуется, чтобы научиться эффективно управлять лазерным оборудованием?