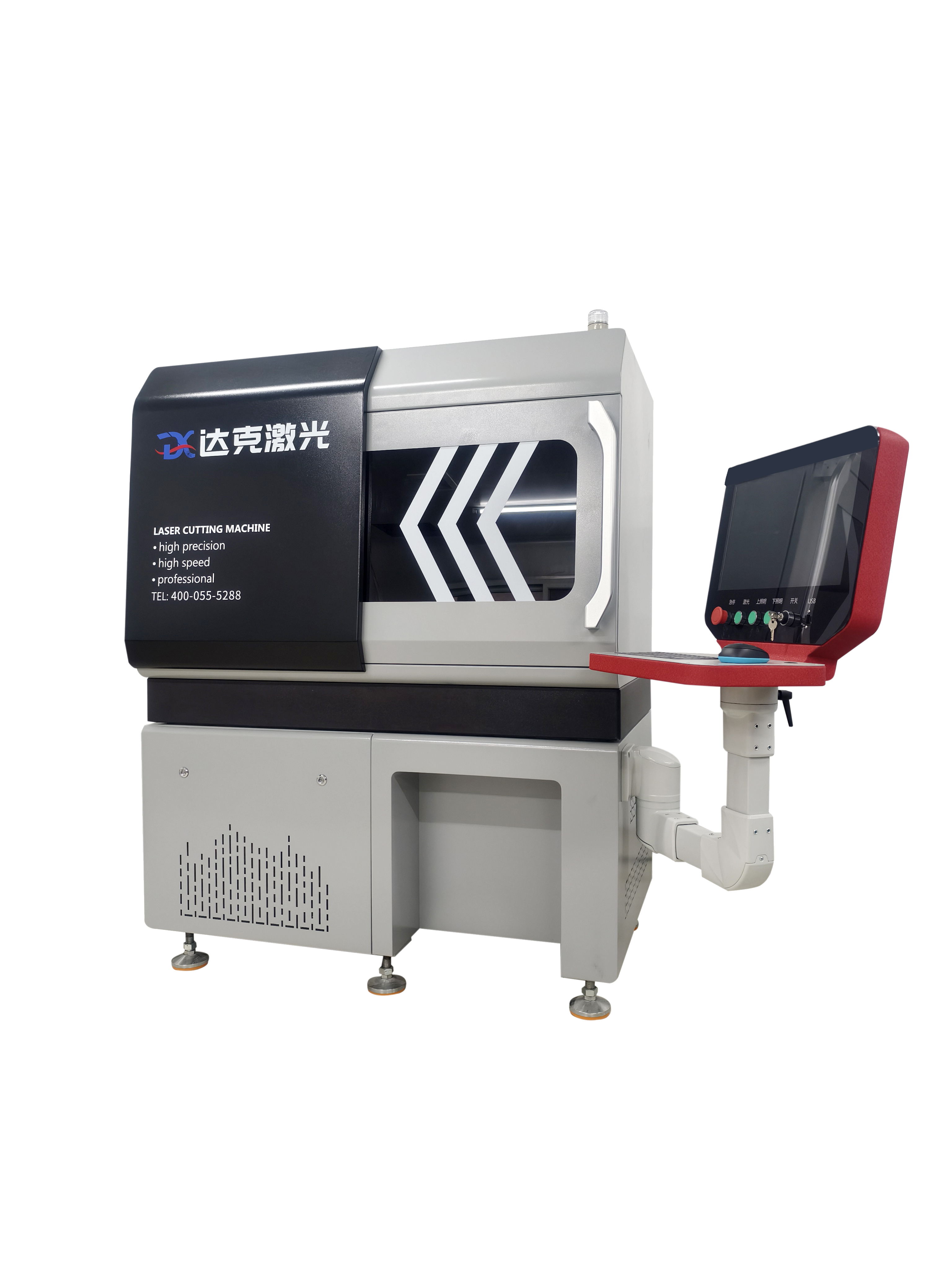
Универсальные возможности обработки различных материалов
Используемый лазерный сварочный аппарат превосходно справляется с обработкой широкого спектра материалов и конфигураций, что делает его ценным активом для различных производственных операций. Эта универсальность охватывает чёрные и цветные металлы, включая сталь, алюминий, титан, медь, латунь и различные экзотические сплавы, используемые в аэрокосмической и медицинской отраслях. Возможность сварки разнородных материалов открывает новые возможности проектирования и производственные стратегии, ранее невозможные с традиционными методами соединения. Толщина обрабатываемых материалов варьируется от ультратонких фольг, измеряемых микрометрами, до толстых плит глубиной в несколько сантиметров, что достигается на одном и том же подержанном лазерном сварочном аппарате путём изменения параметров. Поддерживаемые типы соединений включают стыковые, нахлёсточные, тавровые соединения и сложные трёхмерные геометрии, которые представляют трудности для традиционных методов сварки. Используемый лазерный сварочный аппарат справляется как с отражающими материалами, такими как медь и алюминий, которые вызывают трудности для других процессов сварки, так и с тугоплавкими материалами с высокой температурой плавления, требующими значительного энергопотребления. Совместимость с покрытиями позволяет сваривать плакированные, окрашенные или обработанные поверхности без значительной подготовки, сокращая время и затраты на обработку. Технология допускает комбинации как одинаковых, так и разнородных материалов, позволяя создавать инновационные конструкции изделий, использующие различные свойства материалов в рамках одной сборки. Гибкость процесса включает непрерывную сварку для длинных швов, точечную сварку для отдельных соединений и шовную сварку для герметичных соединений в электронике или медицинских приложениях. Используемый лазерный сварочный аппарат может бесшовно переходить между различными типами материалов в рамках одного производственного цикла, максимизируя использование оборудования и сокращая время переналадки. Управление глубиной проплавления позволяет точно регулировать глубину, обеспечивая частичное проплавление при необходимости или полное проплавление для конструкционных применений. Бесконтактный процесс исключает проблемы износа инструмента или передачи загрязнений между различными материалами, обеспечивая стабильное качество на всём многообразии применений и сохраняя целостность чувствительных или дорогостоящих материалов.
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES