 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


Si vous avez déjà vu un faisceau de lumière focalisée découper proprement une tôle d’acier ou graver un motif détaillé sur du bois, vous avez assisté à équipement laser en action. Pour les débutants qui s’initient au monde de la fabrication industrielle, de la construction ou même de la production à petite échelle, comprendre le fonctionnement réel des équipements laser peut sembler intimidant. Cette technologie repose sur la physique, l’ingénierie de précision et la commande logicielle — tous ces éléments fonctionnant simultanément pour produire des résultats que les outils mécaniques traditionnels ne sauraient tout simplement pas égaler. Ce guide explique, en termes simples, le mécanisme de fonctionnement complet, afin que toute personne, quelle que soit sa formation technique, puisse acquérir une compréhension fondamentale solide.
Les équipements laser ne sont plus réservés aux laboratoires aérospatiaux ou aux usines de semi-conducteurs. Aujourd’hui, ils sont utilisés par des ateliers de tôlerie, des fournisseurs automobiles, des fabricants d’électronique, des fabricants d’enseignes et des entreprises de fabrication sur mesure à travers le monde. À mesure que leur adoption se développe dans tous les secteurs, la demande d’opérateurs, d’acheteurs et de décideurs compétents, capables de comprendre les principes fondamentaux du fonctionnement des lasers, n’a jamais été aussi élevée. Que vous envisagiez d’acquérir un équipement laser pour votre installation, que vous opériez une machine pour la première fois ou que vous cherchiez simplement à comprendre ce qui distingue le traitement par laser des méthodes conventionnelles, ce guide vous accompagnera pas à pas, depuis la physique de la génération de la lumière jusqu’aux systèmes de commande assurant une précision optimale.
La physique de la génération du laser
Ce qui distingue le laser de la lumière ordinaire
Au cœur de tous les équipements laser se trouve un phénomène appelé émission stimulée de rayonnement — le processus à l’origine de l’acronyme LASER. La lumière ordinaire, telle que la lumière du soleil ou celle émise par une ampoule électrique, se propage dans toutes les directions et contient un large spectre de longueurs d’onde. Un laser, en revanche, produit une lumière cohérente, c’est-à-dire que tous les photons se déplacent dans la même direction et sont parfaitement en phase les uns avec les autres. Cette cohérence est ce qui confère aux équipements laser leur capacité extraordinaire à concentrer de l’énergie sur une surface extrêmement réduite.
La lumière produite par les équipements laser est également monochromatique, ce qui signifie qu'elle est constituée d'une seule longueur d'onde plutôt qu'un mélange. Cette propriété est essentielle, car différents matériaux absorbent différentes longueurs d'onde de lumière, et l'adéquation entre la longueur d'onde appropriée et le matériau cible détermine l'efficacité du transfert d'énergie. Les lasers à fibre, par exemple, émettent une lumière d'environ 1064 nanomètres, fortement absorbée par les métaux. Les lasers CO2 fonctionnent à 10 600 nanomètres, ce qui les rend particulièrement adaptés aux matériaux organiques tels que le bois, l'acrylique et certains plastiques.
Comment le milieu actif laser génère le faisceau
Tous les équipements laser reposent sur ce que l'on appelle un milieu actif — le matériau qui produit effectivement la lumière laser. Ce milieu peut être un gaz, un cristal, une fibre dopée avec des éléments de terres rares ou un semi-conducteur, selon le type de machine. De l'énergie est injectée dans ce milieu par une source externe telle que des lampes à décharge, des diodes ou une décharge électrique. Lorsque cette énergie excite les atomes présents dans le milieu, ceux-ci émettent des photons. Ces photons stimulent ensuite d'autres atomes excités afin qu'ils émettent des photons supplémentaires dans la même direction et en phase, créant ainsi un effet d'amplification en cascade appelé gain optique.
Le milieu amplificateur est placé à l'intérieur d'une cavité optique — une cavité délimitée par des miroirs aux deux extrémités. L'un des miroirs est entièrement réfléchissant, tandis que l'autre laisse passer une partie de la lumière sous forme de faisceau de sortie. La lumière rebondit plusieurs fois entre ces miroirs, gagnant de l'énergie à chaque passage jusqu'à atteindre une intensité suffisante pour sortir sous forme d'un faisceau cohérent et puissant. Il s'agit du moteur fondamental de tous les équipements laser, qu'il s'agisse d'une machine de gravure de bureau compacte ou d'un système industriel de découpe de grande taille.
Composants essentiels des équipements laser
Source laser et système de guidage du faisceau
Chaque équipement laser se compose de plusieurs sous-systèmes interconnectés fonctionnant en parfaite harmonie. La source laser est l’endroit où le faisceau est généré, et son type détermine la compatibilité du système avec les matériaux, son efficacité énergétique ainsi que son profil d’entretien. Les sources lasers à fibre sont réputées pour leur conception compacte, leur forte efficacité énergétique (rendement « wall-plug ») et leur longue durée de vie opérationnelle, souvent supérieure à 100 000 heures. Les sources lasers CO₂ nécessitent davantage d’entretien, mais excellent dans le traitement des matériaux non métalliques. Les sources Nd:YAG sont couramment utilisées dans les applications de soudage et de marquage exigeant une puissance crête élevée en impulsions courtes.
Une fois généré, le faisceau doit être délivré avec précision à la pièce à usiner. Dans de nombreux types d’équipements laser, cela est réalisé à l’aide d’un système de miroirs et de lentilles qui dirigent et focalisent le faisceau. Dans les systèmes à fibre optique, le faisceau circule à travers un câble optique flexible avant d’atteindre la tête de coupe ou de soudage. Le système de délivrance doit préserver la qualité du faisceau sur tout son parcours : toute dégradation de la cohérence ou de la focalisation à ce stade réduira directement la capacité de la machine à couper proprement ou à graver avec précision.
Tête de focalisation et système de mouvement
La tête de focalisation est l'endroit où le faisceau passe d'un phénomène en déplacement à un outil de travail. À l'intérieur de cette tête, une lentille — ou, dans les équipements laser plus avancés, une série de lentilles — concentre le faisceau en un point focal extrêmement petit, généralement mesuré en fractions de millimètre. La taille de ce point focal détermine la largeur de la rainure lors de la découpe ou la résolution lors de la gravure. Un point focal plus petit concentre davantage d'énergie par unité de surface, permettant des vitesses de découpe plus élevées et des détails plus fins.
Le système de mouvement des équipements laser contrôle la façon dont la tête de découpe ou de traitement se déplace sur la pièce à usiner. Les systèmes de type portique déplacent la tête le long des axes X et Y au-dessus d'une table fixe, ce qui est courant sur les machines de découpe grand format. Les systèmes à base de galvanomètres utilisent de petits miroirs motorisés pour dévier le faisceau à grande vitesse, permettant un balayage extrêmement rapide dans les applications de marquage, de gravure et de traitement de surface. La précision et la vitesse du système de mouvement constituent des facteurs clés permettant de distinguer les équipements laser grand public des machines industrielles professionnelles.
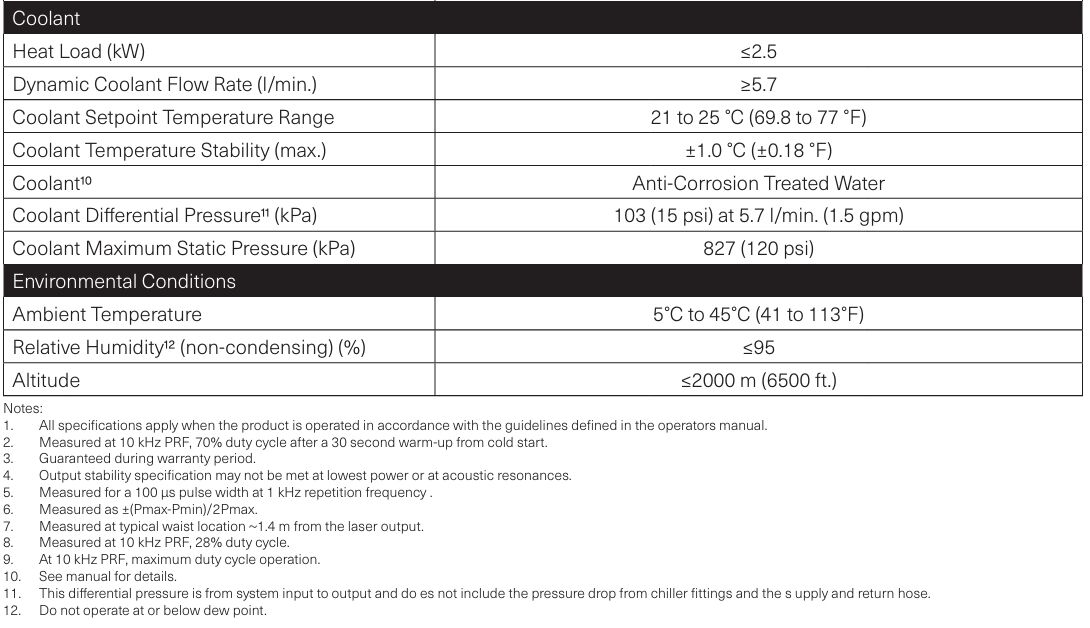
Gaz auxiliaire et systèmes de refroidissement
Dans les applications de découpe, les équipements laser utilisent généralement un gaz auxiliaire acheminé de façon coaxiale à travers la tête de découpe, en parallèle du faisceau. L’oxygène, l’azote et l’air comprimé sont les choix les plus courants, chacun produisant des effets différents. L’oxygène réagit de façon exothermique avec le métal chauffé, accélérant ainsi la vitesse de découpe, mais provoquant un bord oxydé. L’azote est un gaz inerte et permet d’obtenir des découpes propres, sans bavures, idéales pour l’acier inoxydable et l’aluminium, bien qu’il nécessite une puissance laser plus élevée pour atteindre des vitesses comparables. L’air comprimé constitue une option économique pour les matériaux plus minces.
La gestion thermique est tout aussi importante pour un fonctionnement fiable. Les équipements laser génèrent une chaleur considérable pendant leur fonctionnement — au niveau de la source laser, des optiques de transmission du faisceau et de la tête de focalisation. Des groupes frigorifiques refroidis à l’eau sont équipements standard sur les machines industrielles, permettant de maintenir les températures des composants dans des plages strictement contrôlées. En l’absence d’un refroidissement adéquat, la qualité des lentilles se dégrade, l’alignement du faisceau dérive et la durée de vie utile de la source laser diminue fortement. Comprendre les exigences en matière de refroidissement d’une machine donnée constitue une étape essentielle pour exploiter et entretenir correctement les équipements laser.
Contrôle logiciel et rôle du traitement numérique
Intégration CAO/FAO et génération du parcours-outil
Les équipements laser modernes ne fonctionnent pas de manière isolée par rapport aux outils numériques de conception. Le flux de travail commence généralement dans une application de CAO (Conception Assistée par Ordinateur), où l’opérateur crée ou importe la géométrie à traiter. Ce fichier de conception est ensuite transmis à un logiciel de FAO (Fabrication Assistée par Ordinateur), qui traduit les formes géométriques en instructions lisibles par la machine, appelées trajectoires d’outil. Ces instructions précisent où le faisceau se déplace, à quelle vitesse, avec quel niveau de puissance et dans quel ordre — le tout étant optimisé pour obtenir efficacement le résultat souhaité.
Les équipements laser haut de gamme intègrent des logiciels de découpe par nesting qui organisent automatiquement plusieurs géométries de pièces sur une tôle afin de minimiser les pertes de matière. Il s'agit d'un facteur d'efficacité critique dans les environnements de production où le coût des matériaux est élevé. Certains contrôleurs avancés prennent également en charge l’ajustement en temps réel des paramètres de découpe, en se basant sur les retours des capteurs de hauteur, garantissant ainsi une distance focale constante, même lors du traitement de matériaux légèrement déformés ou irréguliers. Ces fonctionnalités numériques sont ce qui transforme les équipements laser d’une simple source lumineuse en un actif de production sophistiqué.
Contrôleurs CNC et interfaces opérateur
Le système CNC (commande numérique par ordinateur) est le cerveau des équipements laser. Il lit les instructions de trajectoire d’outil générées par le logiciel FAO et les convertit en signaux électriques précis envoyés aux moteurs à servocommande ou pas à pas du système de déplacement. Les contrôleurs CNC modernes intégrés aux équipements laser professionnels prennent en charge des algorithmes d’interpolation complexes qui garantissent un mouvement fluide et précis, même lors des changements de direction, des découpes circulaires et des angles vifs. La qualité du contrôleur influe directement sur la capacité de la machine à respecter de façon constante des tolérances dimensionnelles serrées tout au long d’une série de production.
Les interfaces opérateur sur les équipements laser modernes vont de panneaux tactiles dédiés à des environnements logiciels basés sur PC. Ces interfaces permettent aux opérateurs de charger des fichiers de travail, de définir les paramètres des matériaux, de surveiller l’état de la machine, d’ajuster les conditions de découpe et de réagir aux alertes d’erreur. De nombreuses plates-formes industrielles d’équipements laser prennent désormais en charge la surveillance à distance et le diagnostic via une connectivité réseau, ce qui permet aux équipes de maintenance d’identifier les problèmes de performance avant qu’ils ne provoquent des arrêts imprévus. Pour les débutants, la maîtrise de l’interface de commande constitue l’une des compétences les plus immédiatement utiles à acquérir.
Domaines d’application courants et considérations liées aux matériaux
Découpe, gravure et marquage
Les équipements laser sont utilisés selon trois modes de traitement principaux : la découpe, la gravure et le marquage. La découpe consiste à faire passer le faisceau à travers toute l’épaisseur d’un matériau afin d’obtenir des pièces séparées. Cela nécessite une puissance suffisante pour vaincre la masse thermique et la réflectivité de surface du matériau. La gravure élimine du matériau à la surface afin de créer de la profondeur, de la texture ou des motifs décoratifs, sans toutefois percer complètement le matériau. Le marquage utilise le faisceau pour modifier l’apparence de la surface — par oxydation, changement de couleur ou fusion localisée — sans enlever une quantité significative de matériau.
Chaque mode impose des exigences différentes sur l'équipement laser en termes de puissance, de vitesse, de fréquence d'impulsions et de position du foyer. La découpe nécessite généralement un fonctionnement en onde continue à puissance maximale pour une épaisseur de matériau donnée. La gravure profite souvent d’un fonctionnement par impulsions et d’un contrôle précis du chevauchement des impulsions afin d’obtenir une profondeur uniforme d’élimination de matière à la surface. Les applications de marquage privilégient le contraste élevé et la haute résolution plutôt que la profondeur, ce qui rend particulièrement importants la qualité du faisceau et la précision du point focal. Comprendre quel mode convient à une tâche de production donnée constitue une compétence fondamentale pour tout opérateur d’équipement laser.
Compatibilité des matériaux et paramètres de procédé
L'interaction entre un faisceau laser et un matériau est régie par plusieurs facteurs physiques, notamment la conductivité thermique du matériau, sa réflectivité à la longueur d'onde du laser, ses températures de fusion et de vaporisation, ainsi que sa profondeur d'absorption optique. Les métaux tels que l'acier doux, l'acier inoxydable et l'aluminium sont les matériaux les plus couramment traités par les équipements lasers industriels, mais les paramètres spécifiques de traitement varient considérablement. Les matériaux fortement réfléchissants, comme le cuivre et le laiton, posent des défis aux systèmes lasers à fibre standards, car une grande partie de l'énergie du faisceau peut être renvoyée vers les optiques au lieu d'être absorbée.
Les matériaux non métalliques, tels que le bois, l’acrylique, le cuir, la céramique et le verre, nécessitent chacun une sélection minutieuse des paramètres afin d’obtenir des résultats nets, sans carbonisation, sans fissuration ni zone thermiquement affectée excessive. Les équipements laser configurés pour le traitement des matériaux non métalliques sont généralement équipés de sources laser CO₂ et de systèmes de ventilation destinés à évacuer les sous-produits de la combustion et les fumées. Pour les débutants, il est recommandé de commencer avec les bibliothèques de paramètres préconisées par le fabricant de la machine, puis d’ajuster progressivement ces paramètres en fonction des résultats observés : c’est la méthode la plus fiable pour obtenir une qualité constante.
Principaux facteurs influençant les performances des équipements laser
Qualité du faisceau, puissance et précision du point focal
La qualité du faisceau, mesurée par un paramètre appelé M² (M carré), est l'une des spécifications les plus importantes pour les équipements laser. Une valeur M² de 1 représente un faisceau gaussien parfait, tandis que des valeurs supérieures indiquent une divergence croissante et une capacité de focalisation réduite. Les machines industrielles de découpe présentent généralement des valeurs M² comprises entre 1,0 et 1,3, ce qui permet d’obtenir des taches focales très resserrées et une grande précision de découpe. Une qualité inférieure du faisceau se traduit par des taches focales plus larges, une vitesse de découpe réduite et une qualité d’arrête moins bonne — autant de facteurs qui affectent le débit de production et la qualité des pièces.
La puissance de sortie détermine la vitesse à laquelle le faisceau peut enlever du matériau et l’épaisseur maximale de la pièce à usiner que l’équipement laser est capable de traiter. Toutefois, la puissance brute seule ne détermine pas les performances : elle doit être associée à une qualité de faisceau adaptée, à des optiques de focalisation appropriées, à des réglages précis du gaz d’assistance et à une vitesse de déplacement optimale. De nombreux débutants supposent qu’une puissance plus élevée garantit systématiquement de meilleurs résultats, mais, dans la pratique, une puissance excessive pour un matériau et une épaisseur donnés peut provoquer des brûlures, une fusion excessive et une détérioration de la qualité des bords. Trouver l’équilibre entre la puissance et les autres paramètres est une compétence qui s’acquiert grâce à l’expérience et à des essais systématiques.
Pratiques d’entretien et durée de vie opérationnelle
Comme tous les systèmes industriels de précision, les équipements laser nécessitent une maintenance régulière afin de conserver leurs performances dans le temps. Les composants optiques — en particulier la lentille de focalisation et la fenêtre de protection — sont exposés aux débris, aux projections et aux contraintes thermiques pendant le traitement. Un nettoyage et un contrôle réguliers de ces composants sont essentiels, car toute contamination ou rayure réduit l’efficacité de transmission et peut provoquer des dommages thermiques. Les calendriers de remplacement des optiques consommables doivent être établis en fonction des heures d’utilisation et de l’agressivité des matériaux traités.
Les composants mécaniques, notamment les guides linéaires, les systèmes d’entraînement à crémaillère et pignon, ainsi que les vis à billes, nécessitent une lubrification périodique et des contrôles d’alignement afin de maintenir leur précision positionnelle. Le fluide frigorigène du système de refroidissement doit être remplacé ou analysé à intervalles réguliers afin d’éviter la prolifération biologique et de préserver les performances thermiques. Pour les équipements laser à fibre, la source laser elle-même est généralement sans entretien dans des conditions de fonctionnement normales, mais la fibre de transmission du faisceau et ses points de connexion doivent faire l’objet d’inspections périodiques afin de détecter d’éventuels dommages. La mise en place d’un programme de maintenance préventive constitue la méthode la plus efficace pour protéger votre investissement dans les équipements laser et garantir une capacité de production constante.
FAQ
Quels types de matériaux les équipements laser peuvent-ils traiter ?
Les équipements laser peuvent traiter une grande variété de matériaux, selon le type et la configuration du laser. Les systèmes laser à fibre sont principalement utilisés pour les métaux, notamment l'acier doux, l'acier inoxydable, l'aluminium, le laiton, le cuivre et le titane. Les systèmes laser CO2 conviennent mieux aux matériaux non métalliques tels que le bois, l'acrylique, le cuir, les tissus, le verre et certains plastiques. L'essentiel consiste à adapter la longueur d'onde du laser aux caractéristiques d'absorption du matériau et à sélectionner des réglages adéquats de puissance et de vitesse afin d'obtenir le résultat souhaité sans endommagement thermique indésirable.
Quelle est la précision des équipements laser par rapport aux méthodes de découpe conventionnelles ?
Les équipements laser offrent généralement une précision dimensionnelle nettement supérieure à celle des méthodes de découpe conventionnelles, telles que la découpe au plasma, à l’eau ou par sciage mécanique. Les machines industrielles de découpe laser atteignent couramment des précisions de positionnement de ±0,03 mm ou meilleures, avec une répétabilité dans la même fourchette. Ce niveau de précision rend les équipements laser adaptés aux applications exigeant des tolérances serrées, des géométries complexes et une reproductibilité constante pièce à pièce sur de grands volumes de production. L’absence de contact mécanique élimine également l’usure d’outils comme variable affectant la précision au fil du temps.
Les équipements laser sont-ils sûrs à utiliser dans un environnement d’atelier standard ?
Les équipements laser peuvent être utilisés en toute sécurité dans un environnement d'atelier, à condition de respecter des protocoles de sécurité appropriés et des normes d'enceinte. Les machines industrielles de découpe sont généralement intégrées dans des armoires de sécurité verrouillées interconnectées qui empêchent toute exposition du personnel au faisceau laser. Des systèmes d'extraction des fumées sont essentiels pour gérer les sous-produits de la découpe, qui peuvent inclure des oxydes métalliques, des revêtements vaporisés et des gaz de combustion, selon le matériau traité. Les opérateurs doivent être formés aux classifications de sécurité laser, à l'utilisation correcte des équipements de protection oculaire, le cas échéant, ainsi qu'aux procédures d'arrêt d'urgence spécifiques à l'équipement laser utilisé.
Combien de temps faut-il pour apprendre à utiliser efficacement un équipement laser ?
La courbe d'apprentissage pour l'utilisation des équipements laser varie selon la complexité de la machine et de l'application. Une utilisation de base — notamment le chargement de fichiers, la configuration des paramètres et l'exécution de travaux standards sur des matériaux courants — peut généralement être maîtrisée en quelques jours de formation pratique. L'acquisition d'une expertise approfondie en matière d'optimisation des paramètres, de dépannage et de traitement de matériaux complexes nécessite habituellement plusieurs semaines à plusieurs mois d'utilisation régulière. La plupart des fournisseurs professionnels d'équipements laser proposent une formation destinée aux opérateurs dans le cadre du processus d'installation, et cette formation initiale est fortement recommandée pour toute personne débutant dans la fabrication basée sur les lasers.
Table des matières
- La physique de la génération du laser
- Composants essentiels des équipements laser
- Contrôle logiciel et rôle du traitement numérique
- Domaines d’application courants et considérations liées aux matériaux
- Principaux facteurs influençant les performances des équipements laser
-
FAQ
- Quels types de matériaux les équipements laser peuvent-ils traiter ?
- Quelle est la précision des équipements laser par rapport aux méthodes de découpe conventionnelles ?
- Les équipements laser sont-ils sûrs à utiliser dans un environnement d’atelier standard ?
- Combien de temps faut-il pour apprendre à utiliser efficacement un équipement laser ?