 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


集中した光のビームが鋼板をすばやく切断したり、木に精巧なパターンを彫刻したりする様子を一度でもご覧になったことがあるなら、あなたはすでに レーザー機器 実際の動作状況。産業用製造、加工、あるいは小規模生産の世界に初めて足を踏み入れる初心者にとって、レーザー機器が実際にどのように作動するかを理解することは、難しく感じられるかもしれません。この技術は、物理学、高精度な機械工学、およびソフトウェア制御を含み、これらすべてが同時に連携して、従来の機械式工具では到底達成できない結果を生み出します。本ガイドでは、専門知識のない方でも確実な基礎的理解を築けるよう、その動作メカニズム全体を平易な言葉で分かりやすく解説します。
レーザー機器は、もはや航空宇宙実験室や半導体製造工場(ファブ)に限定されるものではなくなりました。今日では、鋼板加工業者、自動車部品サプライヤー、電子機器メーカー、看板製作者、および世界中のカスタム加工業者など、さまざまな分野で活用されています。産業全体での採用が拡大を続ける中、レーザー技術の基本原理を理解する知識豊富なオペレーター、購入担当者、および意思決定者の需要は、これまでになく高まっています。自社施設へのレーザー機器導入を検討中の方、初めてレーザー機器を操作する方、あるいは単にレーザー加工と従来の加工方法との違いを理解しようとしている方にとって、本ガイドは、光の生成原理から精密な出力を制御する制御システムに至るまで、あらゆる内容を丁寧に解説します。
レーザー生成の物理学的原理
レーザー光と通常の光を区別する特徴
すべてのレーザー機器の中心にあるのは、放射の誘導放出と呼ばれる現象であり、この現象から「LASER」という頭字語が派生しています。太陽光や電球の光などの通常の光は、あらゆる方向に伝播し、広い波長スペクトルを含んでいます。対照的に、レーザーはコヒーレント(干渉性)な光を生成します。つまり、すべての光子が同一方向に進み、互いに完全に位相が一致しているのです。このコヒーレンスこそが、レーザー機器に極めて微小なスポットへエネルギーを集中させるという卓越した能力をもたらしています。
レーザー装置が生成する光も単色光であり、これは複数の波長の混合ではなく、単一の波長から構成されることを意味します。この性質は極めて重要です。なぜなら、異なる材料は異なる波長の光を吸収し、対象材料に適した波長を選択することで、エネルギー伝達効率が決まるからです。例えば、ファイバーレーザーは約1064ナノメートルの波長で光を放出し、これは金属に対して非常に高い吸収率を示します。一方、CO2レーザーは10,600ナノメートルで動作するため、木材、アクリル、特定のプラスチックなどの有機材料の加工に適しています。
レーザー媒質によるビームの生成原理
すべてのレーザー装置は、いわゆる「増幅媒質(ゲイン媒体)」——実際のレーザー光を生成する材料——に依存しています。この媒質は、装置の種類に応じて、気体、結晶、希土類元素でドープされたファイバー、または半導体のいずれかとなります。この媒質には、フラッシュランプ、ダイオード、あるいは放電などの外部エネルギー源によってエネルギーが供給(パumping)されます。このエネルギーにより媒質内の原子が励起され、光子が放出されます。これらの光子は、他の励起原子を刺激して、同じ方向・同じ位相でさらに光子を放出させ、光学的利得(光学増幅)と呼ばれる連鎖的な増幅効果を生み出します。
増幅媒体は光学共振器内に配置されています。この光学共振器は、両端に鏡で囲まれた空洞であり、一方の鏡は完全反射鏡であり、他方の鏡は出力ビームとして一部の光を透過させます。光はこれらの鏡の間で往復し、各往復ごとにエネルギーを増していき、最終的にコヒーレントかつ高強度のビームとして外部へ出射するのに十分な強度に達します。これは、小型の卓上エングレーバーから大型の産業用切断装置に至るまで、すべてのレーザー機器の基本的な駆動原理です。
レーザー機器の主要構成部品
レーザー光源およびビーム供給システム
すべてのレーザー装置は、調和して動作する複数の相互接続されたサブシステムで構成されています。レーザー光源はビームが生成される部分であり、その種類によって装置の加工対象材料、エネルギー効率、および保守要件が決まります。ファイバーレーザー光源は、コンパクトな設計、高い電光変換効率(ウォールプラグ効率)、そして通常10万時間以上に及ぶ長い実用寿命が特徴です。CO2レーザー光源は保守作業が多くなりますが、非金属材料の加工において優れた性能を発揮します。Nd:YAG光源は、短パルスで高ピーク出力を必要とする溶接およびマーキング用途で広く使用されています。
一度生成されたビームは、ワークピースに正確に照射される必要があります。多くの種類のレーザー装置では、この目的のために、ビームを導き、集束させる鏡およびレンズからなるシステムが用いられます。ファイバー式システムでは、ビームは切断または溶接ヘッドに到達する前に、柔軟性のある光ファイバーケーブル内を伝播します。伝送システムは、その全経路にわたりビーム品質を維持しなければなりません。この段階でコヒーレンスや集束性が劣化すると、機械の清浄な切断能力や高精度な彫刻能力が直接的に低下します。
集束ヘッドおよび動体システム
フォーカシングヘッドは、ビームが進行現象から作業ツールへと変化する部位です。このヘッド内部にはレンズ(より高度なレーザー装置では複数のレンズ)が配置されており、ビームを直径が通常数分の1ミリメートルという極小の焦点に集束させます。この焦点径の大きさが、切断時のカーフ幅や彫刻時の解像度を決定します。焦点径が小さいほど、単位面積あたりのエネルギー密度が高まり、より高速な切断やより精細なディテール表現が可能になります。
レーザー装置の運動システムは、切断または加工ヘッドがワークピース上をどのように移動するかを制御します。ガントリー式システムでは、固定されたワークテーブル上でヘッドをX軸およびY軸方向に移動させ、大判切断機で一般的に採用されています。ガルバノメーター式システムでは、小型のモータ駆動ミラーを用いてビームを高速で偏向させ、マーキング、エングレービング、表面処理などの用途において極めて高速なスキャンを実現します。運動システムの精度と速度は、エントリーレベルのレーザー装置とプロフェッショナルグレードの産業用機械とを区別する重要な要素です。
アシストガスおよび冷却システム
切断用途では、レーザー装置は通常、ビームと同軸に送られるアシストガスを切断ヘッドから供給します。酸素、窒素、圧縮空気が最も一般的な選択肢であり、それぞれ異なる効果をもたらします。酸素は加熱された金属と発熱反応を起こし、切断速度を高めますが、切断端面に酸化層が生じます。窒素は不活性ガスであり、ステンレス鋼やアルミニウムなどの材料に対してバリのない清浄な切断面を実現しますが、同等の切断速度を得るにはより高いレーザー出力が必要です。圧縮空気は、薄板材向けのコスト効率の高い選択肢です。
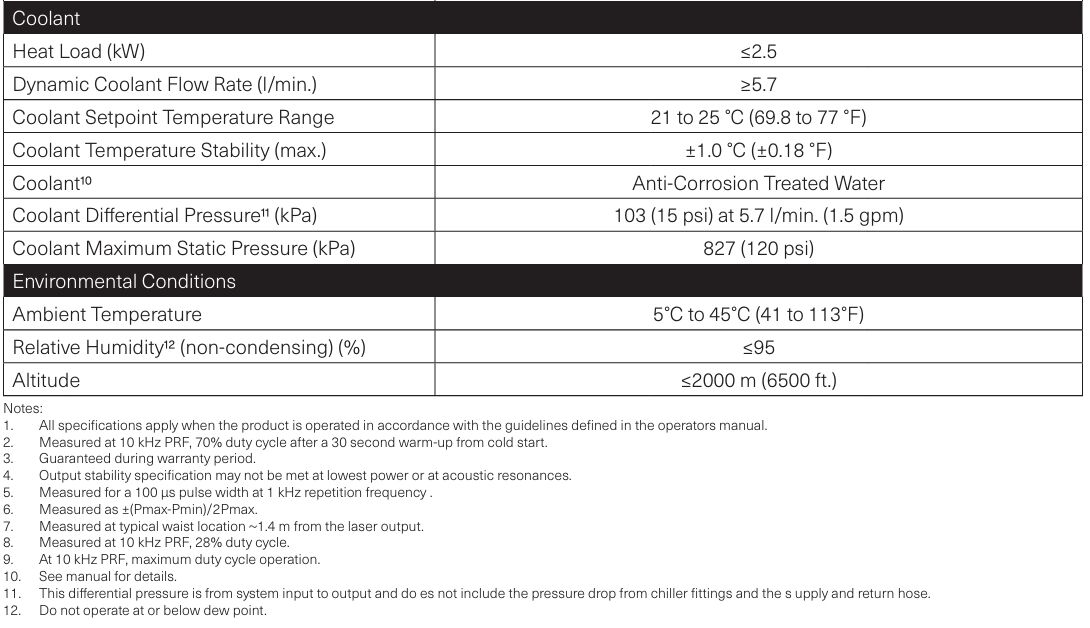
熱管理は、信頼性の高い運転において同様に重要です。レーザー装置は運転中に多大な熱を発生させます——レーザー光源部、ビーム導光光学系、および集光ヘッド内においてです。産業用機械では、水冷式チラー装置が標準装備となっており、各部品の温度を厳密に制御された範囲内に維持します。適切な冷却が行われないと、レンズの品質が劣化し、ビームのアライメントがずれ、またレーザー光源の寿命が著しく短縮されます。特定の機械が要求する冷却性能を理解することは、レーザー装置を正しく運用・保守する上で不可欠な要素です。
ソフトウェア制御とデジタル処理の役割
CAD/CAM連携とツールパス生成
現代のレーザー装置は、デジタル設計ツールから切り離されて単独で動作するものではありません。通常、このワークフローはCAD(コンピューター支援設計)アプリケーションから始まり、オペレーターが加工対象の形状を新規作成またはインポートします。この設計ファイルはその後、CAM(コンピューター支援製造)ソフトウェアを経由し、幾何学的形状を機械が読み取れる「ツールパス」と呼ばれる指令に変換されます。これらの指令には、レーザービームの移動位置、移動速度、出力レベル、および実行順序などが明記されており、すべてが所望の出力を効率的に達成できるよう最適化されています。
高級レーザー装置には、複数の部品形状をシート上に自動的に配置して材料の無駄を最小限に抑えるネスティングソフトウェアが統合されています。これは、材料費が大きなコスト要素となる生産環境において極めて重要な効率化要因です。また、一部の高度なコントローラーでは、高さセンサーからのフィードバックに基づき、切断パラメーターをリアルタイムで調整する機能もサポートされており、わずかに反りや凹凸がある材料を加工する場合でも焦点距離を一定に保つことが可能です。こうしたデジタル機能こそが、単なる光源にすぎないレーザー装置を、高度な生産資産へと進化させるのです。
CNCコントローラーおよびオペレーターインターフェース
CNC(コンピュータ数値制御)システムは、レーザー機器の「脳」に相当します。このシステムは、CAMソフトウェアによって生成された工具パス指令を読み取り、それを運動システムのサーボモーターまたはステッパーモーターに送信される高精度な電気信号に変換します。プロフェッショナル向けレーザー機器に搭載される最新のCNCコントローラーは、方向転換時や円弧カット、鋭角部などにおいても滑らかで正確な動きを保証する複雑な補間アルゴリズムをサポートしています。コントローラーの品質は、製品の連続生産において寸法公差を一貫して厳密に維持する機械の能力に直接影響を与えます。
現代のレーザー装置におけるオペレーターインターフェースは、専用のタッチスクリーンパネルからPCベースのソフトウェア環境まで多岐にわたります。これらのインターフェースを用いることで、オペレーターはジョブファイルの読み込み、材料パラメーターの設定、機械の状態監視、切断条件の調整、エラー警告への対応などが可能です。多くの産業用レーザー装置プラットフォームでは、ネットワーク接続を介した遠隔監視および診断機能がサポートされており、保守チームが計画外のダウンタイムにつながる前に性能上の問題を特定できるようになります。初心者にとって、制御インターフェースへの習熟は、最も即実践的に身につけるべきスキルの一つです。
一般的な応用分野と材料に関する考慮事項
切断、彫刻、マーキング
レーザー装置は、切断、彫刻、マーキングの3つの主要な加工モードで使用されます。切断は、材料の全厚さにわたってレーザービームを通過させ、分離された部品を作成する工程です。この工程では、材料の熱容量および表面反射率を克服するために十分な出力が必要です。彫刻は、材料表面から一部を除去して深さや質感、装飾的なパターンを形成しますが、材料を完全に貫通させることはありません。マーキングは、レーザービームを用いて表面の外観(酸化、色変化、局所的な溶融など)を変化させる工程であり、大量の材料を除去することはありません。
各モードでは、出力、速度、パルス周波数、焦点位置といった点で、レーザー装置に異なる要求が課されます。切断には、対象材料の厚さに応じた最大出力での連続波(CW)動作が通常必要です。彫刻(エングレービング)では、パルス動作を用い、パルス重なり具合を慎重に制御することで、均一な表面除去深さを実現することが多くあります。マーキング用途では、深さよりも高コントラストおよび微細な解像度が重視されるため、ビーム品質と焦点位置の精度が特に重要となります。与えられた生産タスクに適したモードを理解することは、レーザー装置のオペレーターにとって基本的なスキルです。
材料適合性およびプロセスパラメーター
レーザー光束と材料との相互作用は、材料の熱伝導率、レーザー波長における反射率、融点および気化温度、光学的吸収深さといった複数の物理的要因によって制御されます。工業用レーザー装置で最も一般的に加工される材料には、軟鋼、ステンレス鋼、アルミニウムなどの金属がありますが、具体的な加工パラメーターは大きく異なります。銅や真鍮など、高い反射率を有する材料は、標準的なファイバーレーザー装置において課題を呈します。これは、入射光束の大部分が光学系へと反射され、材料に吸収されないためです。
木材、アクリル、レザー、セラミック、ガラスなどの非金属材料は、それぞれ焦げや亀裂、過度な熱影響部の発生を防ぎ、きれいな加工結果を得るために、慎重なパラメータ選定が必要です。非金属材料の加工に適したレーザー装置は、通常、CO2レーザー光源および燃焼副産物や煙を管理するための換気システムを備えています。初心者の方には、機器メーカーが推奨するパラメータライブラリから始め、観察された結果に基づいて段階的に調整していくことが、一貫した品質を実現する最も信頼性の高い方法です。
レーザー装置の性能に影響を与える主な要因
ビーム品質、出力、焦点精度
ビーム品質は、M²(M二乗)と呼ばれるパラメーターで測定され、レーザー装置において最も重要な仕様の一つです。M²値が1である場合、これは理想的なガウシアンビームを表します。一方、M²値が高くなるほど、ビームの発散が大きくなり、集光性が低下します。産業用切断機では、通常M²値が1.0~1.3の範囲であり、これにより狭い焦点スポットを実現し、高い切断精度を達成できます。ビーム品質が低下すると、焦点スポットが大きくなり、切断速度が低下し、切断エッジの品質が粗くなるため、生産効率および部品品質の両方に影響を及ぼします。
出力電力は、レーザー光束が材料を除去する速度およびレーザー装置が処理可能なワークピースの厚さを決定します。ただし、単なる高出力だけでは性能が決まるわけではなく、適切なビーム品質、集光光学系、アシストガス設定、および移動速度との組み合わせが不可欠です。初心者の中には、出力が高ければ高いほど結果が良くなると誤解している人が多くいますが、実際には、特定の材料および厚さに対して過剰な出力を用いると、焼け付き、過度な溶融、切断エッジ品質の劣化などの問題が生じます。出力とその他のパラメーターとのバランスを取ることは、経験と体系的な試験を通じて習得されるスキルです。
保守管理手法と運用寿命
すべての高精度産業用システムと同様に、レーザー装置は長期間にわたって性能を維持するために、一貫した保守管理が必要です。光学部品——特に集光レンズおよび保護ウィンドウ——は、加工中に粉塵、スパッタ、熱応力にさらされます。これらの部品を定期的に清掃・点検することは不可欠であり、汚染や傷が生じると光透過効率が低下し、熱による損傷を引き起こす可能性があります。消耗性光学部品の交換時期は、使用時間および加工対象材料の加工難易度(攻撃性)に基づいて定める必要があります。
リニアガイド、ラック・アンド・ピニオン駆動装置、ボールねじなどの機械部品は、位置精度を維持するために定期的な潤滑およびアライメント点検を要します。チラー装置の冷却液は、生物汚染の発生を防ぎ、熱性能を維持するために、定期的に交換または試験を行う必要があります。ファイバーレーザー装置においては、レーザー光源自体は通常の運転条件下では基本的にメンテナンスフリーですが、ビーム伝送用ファイバーおよび接続部については、定期的に損傷の有無を点検する必要があります。予防保全プログラムを確立することは、レーザー装置への投資を守り、一貫した生産能力を確保するための最も効果的な方法です。
よくあるご質問(FAQ)
レーザー装置で加工可能な材料にはどのようなものがありますか?
レーザー装置は、レーザーの種類や構成に応じて、幅広い材料を加工できます。ファイバーレーザー装置は、主に軟鋼、ステンレス鋼、アルミニウム、真鍮、銅、チタンなどの金属加工に使用されます。CO2レーザー装置は、木材、アクリル、革、布地、ガラス、および特定のプラスチックなど、非金属材料の加工に適しています。重要なのは、レーザーの波長を材料の吸収特性に適合させ、所望の加工結果を得るために必要な熱的損傷を避けつつ、適切な出力および走行速度を設定することです。
レーザー装置の精度は、従来の切断方法と比較してどの程度ですか?
レーザー設備は、プラズマ切断、ウォータージェット切断、機械式鋸切りなどの従来の切断方法と比較して、一般に著しく高い寸法精度を実現します。産業用レーザー切断機では、通常、±0.03 mm またはそれ以上の位置決め精度および同程度の再現性が達成されます。このような高精度により、厳密な公差要求、複雑な形状、および大量生産における部品間の一貫した再現性が求められる用途に、レーザー設備が適しています。また、機械的接触がないため、工具摩耗による時間経過に伴う精度劣化という変数も排除されます。
レーザー設備は、標準的な作業場環境で安全に操作できますか?
レーザー装置は、適切な安全手順およびエンクロージャー基準を遵守すれば、ワークショップ環境で安全に操作できます。産業用切断機は通常、インタロック式の安全キャビネット内に収容されており、これにより作業者がレーザービームに被ばくするのを防止します。煙排出システムは、処理対象材料に応じて金属酸化物、蒸発したコーティング、燃焼ガスなどを含む切断副産物を管理するために不可欠です。作業者は、レーザーの安全分類に関する訓練を受けるほか、必要に応じた保護メガネの正しい使用方法および当該レーザー装置に特有の非常停止手順についても訓練を受ける必要があります。
レーザー装置を効果的に操作できるようになるには、どのくらいの期間が必要ですか?
レーザー装置の操作における習熟曲線は、装置の複雑さおよび用途によって異なります。基本的な操作——ファイルの読み込み、パラメーター設定、および一般的な材料に対する標準作業の実行——は、通常、実践的な訓練を数日間受けることで習得できます。パラメーター最適化、トラブルシューティング、および難加工材の処理に関するより高度な専門知識を身につけるには、通常、定期的な運用を数週間から数か月間継続する必要があります。ほとんどのプロフェッショナル向けレーザー装置メーカーでは、据付時にオペレーター向けの訓練を提供しており、レーザー加工製造に初めて携わる方には、この初期訓練を強く推奨します。