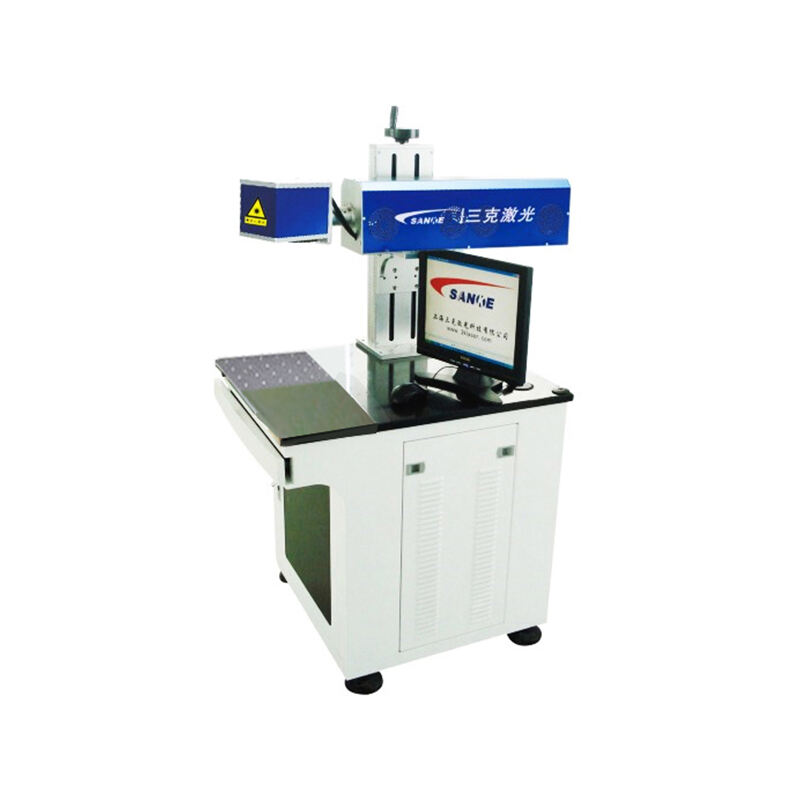
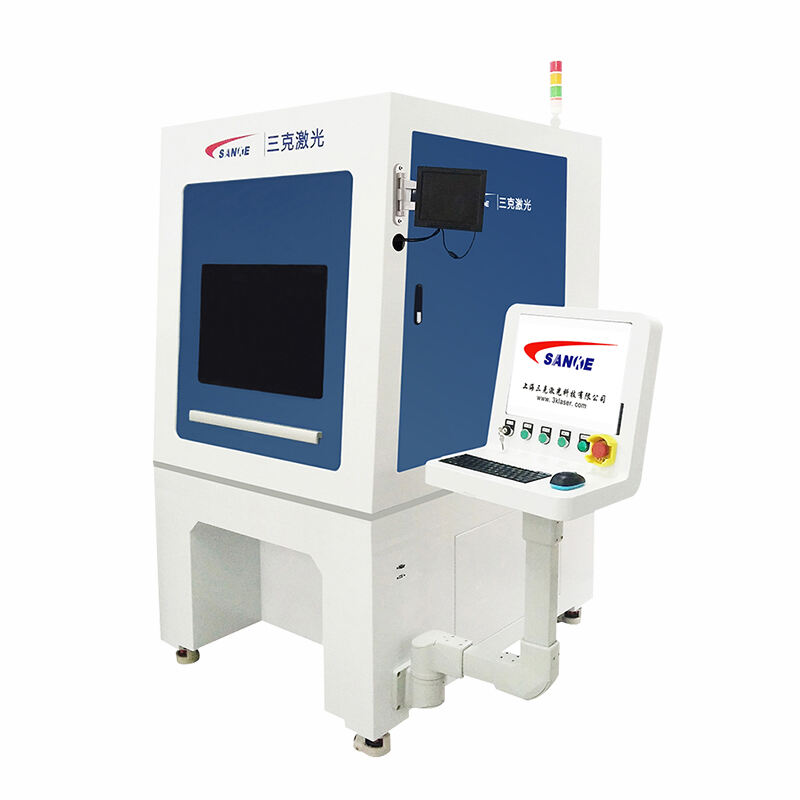
ステンレス鋼レーザー溶接機
ステンレス鋼用レーザー溶接機は、ステンレス鋼の加工に伴う特有の性質や課題に対応するために特別に設計された、精密金属接合技術における画期的な進歩を示しています。この高度な装置は、集中したレーザー光線を用いて、さまざまな板厚やグレードのステンレス鋼材料に対して、非常に強固で清潔かつ美観に優れた溶接部を形成します。この装置は高強度のレーザーエネルギーを正確な溶接ポイントに集束させることで動作し、周囲の素材の健全性を損なうことなく、局所的に加熱して金属部品を溶融・接合します。現代のステンレス鋼用レーザー溶接機は先進的なファイバーレーザー技術を採用しており、通常1000Wから6000Wの範囲で安定した出力を提供し、複数の産業分野における多様な溶接ニーズに対応可能です。これらの装置には、出力密度、パルス持続時間、ビーム径、走行速度などの溶接パラメーターを精密に調整できる高度な制御システムが搭載されており、異なるステンレス鋼の組成や継手構成に対して最適な結果を保証します。この技術は熱影響領域を最小限に抑えるため、特に重要な用途においてステンレス鋼に価値を与える耐腐食性を維持するのに優れています。主な技術的特徴には、リアルタイムモニタリングシステム、自動ビーム位置決め、プログラマブルな溶接シーケンス、長時間の運転中でも一貫した性能を維持するための統合冷却機構が含まれます。本装置は一般的に連続波、パルス溶接、シームトラッキング機能など複数の溶接モードをサポートしており、薄板材から厚肉の構造部材まで幅広く対応可能です。応用分野は自動車製造、航空宇宙部品、医療機器の生産、食品加工設備、建築要素、船舶ハードウェア、精密計測機器など多岐にわたります。ステンレス鋼用レーザー溶接機の汎用性により、厳しい環境下での使用においても外観的および機能的特性を維持しつつ、優れた溶接品質、後処理工程の削減、生産効率の向上を求める製造業者にとって不可欠な存在となっています。
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES