 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


Si alguna vez ha observado un haz de luz enfocada cortando limpiamente una lámina de acero o grabando un patrón detallado sobre madera, ha presenciado equipos láser en acción. Para los principiantes que se adentran en el mundo de la fabricación industrial, la manufactura o incluso la producción a pequeña escala, comprender cómo funcionan realmente los equipos láser puede resultar intimidante. Esta tecnología implica física, ingeniería de precisión y control mediante software, todos operando simultáneamente para lograr resultados que las herramientas mecánicas tradicionales simplemente no pueden igualar. Esta guía explica, con un lenguaje sencillo, todo el mecanismo de funcionamiento, de modo que cualquier persona, independientemente de su formación técnica, pueda adquirir una comprensión sólida y fundamental.
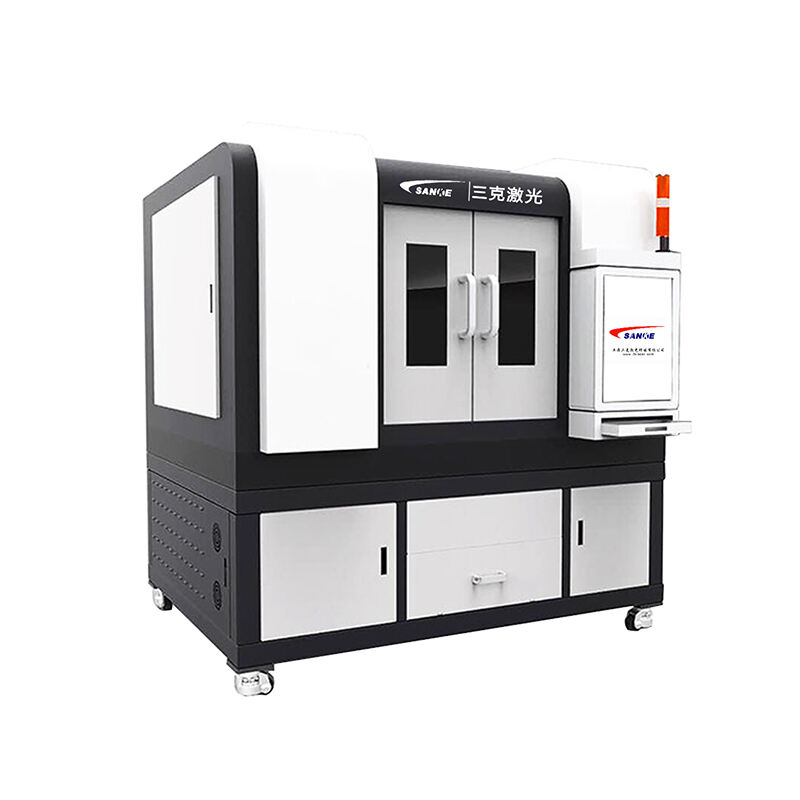
El equipo láser ya no es exclusivo de los laboratorios aeroespaciales ni de las fábricas de semiconductores. Hoy en día sirve a talleres de chapa metálica, proveedores automotrices, fabricantes electrónicos, empresas de señalización y talleres de fabricación personalizada de todo el mundo. A medida que su adopción sigue creciendo en diversos sectores, la demanda de operadores, compradores y tomadores de decisiones con conocimientos técnicos que comprendan sus principios fundamentales nunca ha sido mayor. Ya sea que esté considerando la compra de equipo láser para su instalación, que vaya a operar una máquina por primera vez o que simplemente desee comprender qué distingue al procesamiento basado en láser de los métodos convencionales, esta guía le explicará todo, desde la física de la generación de luz hasta los sistemas de control que garantizan una salida precisa.
La física detrás de la generación del láser
¿Qué diferencia a un láser de la luz ordinaria?
En el corazón de todos los equipos láser se encuentra un fenómeno denominado emisión estimulada de radiación, proceso del cual deriva el acrónimo LASER. La luz ordinaria, como la luz solar o la emitida por una bombilla, viaja en todas las direcciones y contiene un amplio espectro de longitudes de onda. Un láser, por el contrario, produce luz coherente, lo que significa que todos los fotones viajan en la misma dirección y están perfectamente en fase entre sí. Esta coherencia es lo que otorga a los equipos láser su extraordinaria capacidad para concentrar energía en un punto extremadamente pequeño.
La luz producida por los equipos láser es también monocromática, lo que significa que consta de una única longitud de onda y no de una mezcla. Esta propiedad es fundamental, ya que distintos materiales absorben diferentes longitudes de onda de la luz, y hacer coincidir la longitud de onda adecuada con el material objetivo determina la eficiencia con la que se transfiere la energía. Por ejemplo, los láseres de fibra emiten luz a aproximadamente 1064 nanómetros, una longitud de onda muy absorbida por los metales. Los láseres de CO₂ operan a 10 600 nanómetros, lo que los hace especialmente adecuados para materiales orgánicos como la madera, el acrílico y ciertos plásticos.
Cómo el medio láser genera el haz
Todo el equipo láser se basa en lo que se denomina medio activo, es decir, el material que realmente produce la luz láser. Este medio puede ser un gas, un cristal, una fibra dopada con elementos de tierras raras o un semiconductor, según el tipo de máquina. Se suministra energía a este medio mediante una fuente externa, como lámparas de destello, diodos o descarga eléctrica. Cuando esta energía excita los átomos del medio, estos emiten fotones. Dichos fotones estimulan entonces a otros átomos excitados para que emitan fotones adicionales en la misma dirección y fase, generando un efecto de amplificación en cascada conocido como ganancia óptica.
El medio activo se encuentra dentro de un resonador óptico: una cavidad delimitada por espejos en ambos extremos. Uno de los espejos es totalmente reflectante, mientras que el otro permite que una parte de la luz pase a través de él como haz de salida. La luz rebota de un espejo a otro, ganando energía en cada paso hasta alcanzar una intensidad suficiente para salir como un haz coherente y potente. Este es el motor fundamental de todos los equipos láser, independientemente de que la máquina sea una grabadora de escritorio pequeña o un sistema industrial de corte de gran tamaño.
Componentes principales de los equipos láser
Fuente láser y sistema de entrega del haz
Cada equipo láser consta de varios subsistemas interconectados que funcionan en armonía. La fuente láser es donde se genera el haz, y su tipo determina la compatibilidad del equipo con los materiales, su eficiencia energética y su perfil de mantenimiento. Las fuentes láser de fibra son conocidas por su diseño compacto, su alta eficiencia eléctrica (wall-plug efficiency) y sus largas vidas útiles operativas, que a menudo superan las 100 000 horas. Las fuentes láser de CO₂ requieren más mantenimiento, pero destacan en el procesamiento de materiales no metálicos. Las fuentes Nd:YAG se utilizan comúnmente en aplicaciones de soldadura y marcado que exigen alta potencia pico en pulsos cortos.
Una vez generado, el haz debe dirigirse con precisión a la pieza de trabajo. En muchos tipos de equipos láser, esto se logra mediante un sistema de espejos y lentes que dirigen y enfocan el haz. En los sistemas basados en fibra, el haz viaja a través de un cable flexible de fibra óptica antes de llegar al cabezal de corte o soldadura. El sistema de entrega debe mantener la calidad del haz a lo largo de todo su recorrido; cualquier degradación de la coherencia o del enfoque en esta etapa reducirá directamente la capacidad de la máquina para cortar limpiamente o grabar con precisión.
Cabezal de enfoque y sistema de movimiento
La cabeza de enfoque es donde el haz pasa de ser un fenómeno en movimiento a convertirse en una herramienta de trabajo. En el interior de la cabeza, una lente —o, en equipos láser más avanzados, una serie de lentes— concentra el haz en un punto focal diminuto, normalmente medido en fracciones de milímetro. El tamaño de este punto focal determina el ancho del corte (kerf) al realizar cortes o la resolución al grabar. Un punto focal más pequeño concentra mayor energía por unidad de superficie, lo que permite velocidades de corte más elevadas y mayores niveles de detalle.
El sistema de movimiento de los equipos láser controla cómo se desplaza la cabeza de corte o procesamiento sobre la pieza de trabajo. Los sistemas de tipo puente grúa desplazan la cabeza a lo largo de los ejes X e Y sobre una mesa de trabajo fija, lo que es habitual en máquinas de corte de gran formato. Los sistemas basados en galvanómetros utilizan pequeños espejos motorizados para desviar el haz a alta velocidad, permitiendo un escaneo extremadamente rápido en aplicaciones de marcado, grabado y tratamiento superficial. La precisión y la velocidad del sistema de movimiento son factores clave que diferencian los equipos láser de nivel de entrada de las máquinas industriales profesionales.
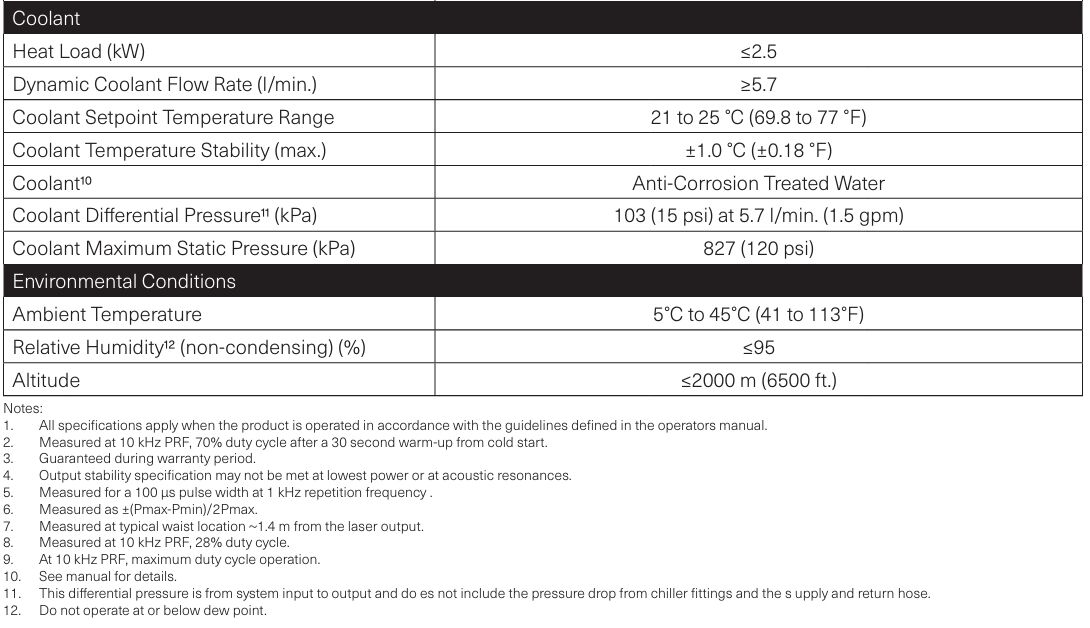
Gases auxiliares y sistemas de refrigeración
En las aplicaciones de corte, los equipos láser suelen utilizar un gas auxiliar que se suministra coaxialmente a través de la cabeza de corte junto con el haz. El oxígeno, el nitrógeno y el aire comprimido son las opciones más comunes, cada una produciendo efectos diferentes. El oxígeno reacciona de forma exotérmica con el metal calentado, acelerando la velocidad de corte pero generando un borde oxidado. El nitrógeno es inerte y produce cortes limpios y sin rebabas, ideales para acero inoxidable y aluminio, aunque requiere una potencia láser mayor para alcanzar velocidades equivalentes. El aire comprimido es una opción rentable para materiales más delgados.
La gestión térmica es igualmente importante para un funcionamiento fiable. Los equipos láser generan una cantidad significativa de calor durante su operación: en la fuente láser, en la óptica de transmisión del haz y en la cabeza de enfoque. Las unidades refrigeradoras con enfriamiento por agua son equipos estándar en las máquinas industriales, manteniendo las temperaturas de los componentes dentro de rangos muy controlados. Sin un enfriamiento adecuado, la calidad de las lentes se degrada, la alineación del haz se desvía y la vida útil de la fuente láser se reduce drásticamente. Comprender los requisitos de refrigeración de una máquina determinada es una parte esencial de la operación y el mantenimiento correctos del equipo láser.
Control mediante software y el papel del procesamiento digital
Integración CAD/CAM y generación de trayectorias de herramienta
Los equipos láser modernos no funcionan de forma aislada respecto a las herramientas digitales de diseño. Normalmente, el flujo de trabajo comienza en una aplicación CAD (Diseño Asistido por Ordenador), donde el operario crea o importa la geometría que se va a procesar. Este archivo de diseño se transfiere posteriormente a un software CAM (Fabricación Asistida por Ordenador), que convierte las formas geométricas en instrucciones legibles para la máquina, denominadas trayectorias de herramienta. Estas instrucciones especifican dónde se desplaza el haz, a qué velocidad, con qué nivel de potencia y en qué secuencia, todo ello optimizado para lograr la salida deseada de forma eficiente.
Los equipos láser de gama alta integran software de anidamiento que organiza automáticamente varias geometrías de piezas sobre una chapa para minimizar el desperdicio de material. Este es un factor crítico de eficiencia en entornos productivos donde el costo del material es significativo. Algunos controladores avanzados también permiten el ajuste en tiempo real de los parámetros de corte, basado en la retroalimentación de sensores de altura, garantizando una distancia focal constante incluso al procesar materiales ligeramente deformados o irregulares. Estas capacidades digitales son las que transforman el equipo láser de una simple fuente de luz en un activo productivo sofisticado.
Controladores CNC y Interfaces de Operador
El sistema CNC (Control Numérico por Computadora) es el cerebro del equipo láser. Lee las instrucciones de trayectoria de la herramienta generadas por el software CAM y las convierte en señales eléctricas precisas enviadas a los motores servo o de paso del sistema de movimiento. Los controladores CNC modernos en equipos láser profesionales admiten algoritmos complejos de interpolación que garantizan un movimiento suave y preciso, incluso durante los cambios de dirección, los cortes en arco y las esquinas agudas. La calidad del controlador afecta directamente la capacidad de la máquina para mantener con consistencia tolerancias dimensionales ajustadas a lo largo de una serie de producción.
Las interfaces de operador en los equipos láser modernos van desde paneles táctiles dedicados hasta entornos de software basados en PC. Estas interfaces permiten a los operadores cargar archivos de trabajo, configurar parámetros del material, supervisar el estado de la máquina, ajustar las condiciones de corte y responder a alertas de error. Muchas plataformas industriales de equipos láser ahora admiten supervisión y diagnóstico remotos mediante conectividad en red, lo que permite a los equipos de mantenimiento identificar problemas de rendimiento antes de que provoquen tiempos de inactividad no planificados. Para principiantes, familiarizarse con la interfaz de control es una de las habilidades más prácticas y útiles para desarrollar de forma inmediata.
Áreas comunes de aplicación y consideraciones sobre los materiales
Corte, grabado y marcado
El equipo láser se utiliza en tres modos principales de procesamiento: corte, grabado y marcado. El corte implica hacer pasar el haz a través del espesor completo de un material para producir piezas separadas. Esto requiere una potencia suficiente para superar la masa térmica y la reflectividad superficial del material. El grabado elimina material de la superficie para crear profundidad, textura o patrones decorativos sin atravesar completamente el material. El marcado utiliza el haz para modificar la apariencia superficial —mediante oxidación, cambio de color o fusión localizada— sin eliminar una cantidad significativa de material.
Cada modo impone distintas exigencias al equipo láser en términos de potencia, velocidad, frecuencia de pulsos y posición focal. El corte normalmente requiere funcionamiento en onda continua a potencia máxima para un espesor determinado del material. El grabado suele beneficiarse del funcionamiento por pulsos y del control cuidadoso de la superposición de pulsos para lograr una profundidad constante de eliminación superficial. Las aplicaciones de marcado priorizan el alto contraste y la alta resolución frente a la profundidad, lo que hace especialmente importante la calidad del haz y la precisión del enfoque. Comprender qué modo resulta adecuado para una tarea de producción determinada es una competencia fundamental para cualquier operador de equipos láser.
Compatibilidad con los materiales y parámetros del proceso
La interacción entre un haz láser y un material está regida por varios factores físicos, entre ellos la conductividad térmica del material, su reflectividad a la longitud de onda del láser, sus temperaturas de fusión y vaporización y su profundidad de absorción óptica. Los metales como el acero al carbono, el acero inoxidable y el aluminio son los materiales más comunes procesados por equipos láser industriales, aunque los parámetros específicos de procesamiento varían considerablemente. Los materiales altamente reflectantes, como el cobre y el latón, plantean desafíos para los sistemas láser de fibra estándar, ya que gran parte de la energía del haz puede reflejarse hacia los ópticos en lugar de ser absorbida.
Los materiales no metálicos, como la madera, el acrílico, el cuero, la cerámica y el vidrio, requieren cada uno una selección cuidadosa de parámetros para lograr resultados limpios sin carbonización, grietas ni zonas afectadas térmicamente excesivas. Los equipos láser configurados para el procesamiento de materiales no metálicos suelen estar equipados con fuentes láser de CO₂ y sistemas de ventilación para gestionar los subproductos de la combustión y los humos. Para principiantes, comenzar con las bibliotecas de parámetros recomendados por el fabricante de la máquina y ajustarlos progresivamente según los resultados observados es el camino más fiable para alcanzar una calidad constante.
Factores clave que afectan el rendimiento del equipo láser
Calidad del haz, potencia y precisión del enfoque
La calidad del haz, medida mediante un parámetro denominado M² (M al cuadrado), es una de las especificaciones más importantes para los equipos láser. Un valor de M² igual a 1 representa un haz gaussiano perfecto, mientras que valores superiores indican una divergencia creciente y una menor capacidad de enfoque. Las máquinas industriales de corte suelen tener valores de M² entre 1,0 y 1,3, lo que permite puntos focales muy estrechos y una alta precisión de corte. Una calidad de haz inferior se traduce en puntos focales más grandes, menor velocidad de corte y peor calidad de los bordes, lo que afecta negativamente tanto la productividad como la calidad de las piezas.
La potencia de salida determina la velocidad con la que el haz puede eliminar material y el grosor máximo de la pieza de trabajo que el equipo láser puede procesar. Sin embargo, la potencia bruta por sí sola no determina el rendimiento: debe combinarse con la calidad adecuada del haz, los ópticos de enfoque, los ajustes del gas auxiliar y la velocidad de movimiento. Muchos principiantes suponen que más potencia siempre significa mejores resultados, pero, en la práctica, una potencia excesiva para un material y grosor determinados puede provocar quemaduras, fusión excesiva y una calidad deficiente del borde. Lograr un equilibrio entre la potencia y otros parámetros es una habilidad que se desarrolla mediante la experiencia y pruebas sistemáticas.
Prácticas de mantenimiento y durabilidad operativa
Como todos los sistemas industriales de precisión, los equipos láser requieren un mantenimiento constante para mantener su rendimiento a lo largo del tiempo. Los componentes ópticos —en particular la lente de enfoque y la ventana protectora— quedan expuestos a residuos, salpicaduras y tensión térmica durante el procesamiento. La limpieza e inspección regulares de estos componentes son esenciales, ya que la contaminación o los arañazos reducen la eficiencia de transmisión y pueden provocar daños térmicos. Los programas de sustitución de ópticas consumibles deben establecerse en función de las horas de uso y de la agresividad de los materiales que se procesan.
Los componentes mecánicos, como las guías lineales, los sistemas de transmisión de cremallera y piñón y los tornillos de bolas, requieren lubricación periódica y revisiones de alineación para mantener la precisión posicional. El refrigerante del sistema de enfriamiento debe reemplazarse o analizarse a intervalos regulares para prevenir el crecimiento biológico y conservar el rendimiento térmico. En el caso de los equipos láser de fibra, la fuente láser en sí suele ser libre de mantenimiento bajo condiciones normales de funcionamiento, pero la fibra de transmisión del haz y los puntos de conexión deben inspeccionarse periódicamente en busca de daños. Establecer un programa de mantenimiento preventivo es la forma más eficaz de proteger su inversión en equipos láser y garantizar una capacidad de producción constante.
Preguntas frecuentes
¿Qué tipos de materiales puede procesar el equipo láser?
Los equipos láser pueden procesar una amplia gama de materiales, dependiendo del tipo y la configuración del láser. Los sistemas láser de fibra se utilizan principalmente para metales, como acero al carbono, acero inoxidable, aluminio, latón, cobre y titanio. Los sistemas láser de CO₂ son más adecuados para materiales no metálicos, como madera, acrílico, cuero, tejido, vidrio y ciertos plásticos. Lo fundamental es adaptar la longitud de onda del láser a las características de absorción del material y seleccionar los parámetros adecuados de potencia y velocidad para lograr el resultado deseado sin provocar daños térmicos no deseados.
¿Cuál es la precisión de los equipos láser en comparación con los métodos convencionales de corte?
Los equipos láser ofrecen generalmente una precisión dimensional significativamente mayor que los métodos convencionales de corte, como el corte por plasma, por chorro de agua o mediante sierras mecánicas. Las máquinas industriales de corte láser logran habitualmente precisiones de posicionamiento de ±0,03 mm o mejores, con una repetibilidad en el mismo rango. Este nivel de precisión hace que los equipos láser sean adecuados para aplicaciones que requieren tolerancias ajustadas, geometrías complejas y una reproducibilidad constante pieza a pieza en grandes volúmenes de producción. La ausencia de contacto mecánico elimina también el desgaste de la herramienta como variable que afecte a la precisión con el paso del tiempo.
¿Es seguro operar equipos láser en un entorno de taller estándar?
Los equipos láser se pueden operar de forma segura en un entorno de taller siempre que se sigan los protocolos de seguridad adecuados y las normas de encapsulamiento. Las máquinas industriales de corte suelen estar alojadas dentro de cabinas de seguridad con interbloqueo que impiden la exposición del haz a los operadores. Los sistemas de extracción de humos son esenciales para gestionar los subproductos del corte, que pueden incluir óxidos metálicos, recubrimientos vaporizados y gases de combustión, dependiendo del material que se esté procesando. Los operadores deben recibir formación sobre las clasificaciones de seguridad láser, el uso correcto de gafas protectoras cuando sea necesario y los procedimientos de parada de emergencia específicos del equipo láser en uso.
¿Cuánto tiempo se tarda en aprender a operar eficazmente los equipos láser?
La curva de aprendizaje para operar equipos láser varía según la complejidad de la máquina y la aplicación. La operación básica —que incluye cargar archivos, configurar parámetros y ejecutar trabajos estándar en materiales comunes— suele aprenderse normalmente en unos pocos días de formación práctica. Desarrollar una experiencia más profunda en la optimización de parámetros, la resolución de problemas y el procesamiento de materiales desafiantes generalmente requiere varias semanas o meses de operación regular. La mayoría de los proveedores profesionales de equipos láser ofrecen formación para operadores como parte del proceso de instalación, y esta formación inicial se recomienda encarecidamente para cualquier persona nueva en la fabricación basada en láser.