 EN
EN
 AR
AR
 FR
FR
 DE
DE
 JA
JA
 KO
KO
 RU
RU
 ES
ES


Wenn Sie jemals beobachtet haben, wie ein gebündelter Lichtstrahl sauber durch eine Stahlplatte schneidet oder ein detailliertes Muster in Holz gravierend, dann haben Sie lasergeräte in Aktion. Für Anfänger, die den ersten Schritt in die Welt der industriellen Fertigung, des Metallbaus oder sogar der Kleinserienfertigung wagen, kann das Verständnis dafür, wie Laserausrüstung tatsächlich funktioniert, einschüchternd wirken. Die Technologie umfasst Physik, Präzisionsengineering und Softwaresteuerung – alles gleichzeitig im Einsatz, um Ergebnisse zu erzielen, die herkömmliche mechanische Werkzeuge einfach nicht erreichen können. Dieser Leitfaden erläutert den vollständigen Funktionsmechanismus in verständlicher Sprache, sodass jeder – unabhängig vom technischen Hintergrund – ein solides Grundverständnis aufbauen kann.
Lasergeräte sind nicht mehr ausschließlich in Luft- und Raumfahrtlaboren oder Halbleiterfabriken zu finden. Heute kommen sie in Blechverarbeitungsbetrieben, bei Automobilzulieferern, Elektronikherstellern, Herstellern von Schildern und bei maßgeschneiderten Fertigungsunternehmen weltweit zum Einsatz. Mit der weiter zunehmenden Verbreitung in verschiedenen Branchen steigt auch die Nachfrage nach sachkundigen Bedienern, Einkäufern und Entscheidungsträgern, die die grundlegenden Funktionsprinzipien verstehen, stetig an. Ob Sie erwägen, Lasergeräte für Ihren Betrieb anzuschaffen, eine Maschine zum ersten Mal bedienen oder einfach verstehen möchten, worin sich laserbasierte Verfahren von konventionellen Methoden unterscheiden – dieser Leitfaden führt Sie Schritt für Schritt durch alle Themen, von der Physik der Lichterzeugung bis hin zu den Steuerungssystemen, die präzise Ergebnisse ermöglichen.
Die Physik hinter der Lasererzeugung
Was unterscheidet einen Laser von gewöhnlichem Licht
Im Kern aller Laserausrüstung steht ein Phänomen namens stimulierte Emission von Strahlung – der Prozess, aus dem sich das Akronym LASER ableitet. Gewöhnliches Licht, wie Sonnenlicht oder die Abstrahlung einer Glühbirne, breitet sich in alle Richtungen aus und umfasst ein breites Spektrum an Wellenlängen. Ein Laser erzeugt dagegen Licht, das kohärent ist, was bedeutet, dass alle Photonen in dieselbe Richtung laufen und exakt in Phase zueinander stehen. Diese Kohärenz verleiht Laserausrüstung ihre außergewöhnliche Fähigkeit, Energie auf einen extrem kleinen Punkt zu konzentrieren.
Das von Lasergeräten erzeugte Licht ist ebenfalls monochromatisch, d. h., es besteht aus einer einzigen Wellenlänge statt aus einer Mischung. Diese Eigenschaft ist entscheidend, da verschiedene Materialien unterschiedliche Lichtwellenlängen absorbieren; die passende Wellenlänge an das Zielmaterial anzupassen, bestimmt, wie effizient Energie übertragen wird. Faserlaser emittieren beispielsweise Licht bei etwa 1064 Nanometern, das von Metallen sehr gut absorbiert wird. CO2-Laser arbeiten bei 10.600 Nanometern und eignen sich daher besonders gut für organische Materialien wie Holz, Acryl und bestimmte Kunststoffe.
Wie das Lasermedium den Strahl erzeugt
Alle Lasereinrichtungen basieren auf einem sogenannten Verstärkungsmedium – dem Material, das tatsächlich das Laserlicht erzeugt. Dieses Medium kann ein Gas, ein Kristall, eine mit Selten-Erd-Elementen dotierte Faser oder ein Halbleiter sein, je nach Maschinentyp. Energie wird über eine externe Quelle wie Blitzlampen, Dioden oder elektrische Entladung in dieses Medium eingespeist. Wenn diese Energie die Atome innerhalb des Mediums anregt, emittieren sie Photonen. Diese Photonen regen dann weitere angeregte Atome an, zusätzliche Photonen in derselben Richtung und Phase abzugeben, wodurch ein sich verstärkender Kettenprozess entsteht, der als optischer Gewinn bekannt ist.
Das Verstärkungsmedium befindet sich innerhalb eines optischen Resonators – einem Hohlraum, der an beiden Enden durch Spiegel begrenzt ist. Ein Spiegel ist vollständig reflektierend, während der andere einen Teil des Lichts als Ausgangsstrahl durchlässt. Das Licht pendelt zwischen diesen Spiegeln hin und her und gewinnt bei jedem Durchlauf Energie, bis es eine ausreichende Intensität erreicht, um als kohärenter, leistungsstarker Strahl auszutreten. Dies ist der grundlegende Antrieb aller Lasereinrichtungen – unabhängig davon, ob es sich um einen kleinen Desktop-Gravierer oder um ein großes industrielles Schneidsystem handelt.
Kernkomponenten von Lasereinrichtungen
Laserquelle und Strahlführungssystem
Jedes Lasersystem besteht aus mehreren miteinander verbundenen Teilsystemen, die harmonisch zusammenarbeiten. Die Laserquelle ist der Ort, an dem der Laserstrahl erzeugt wird; ihre Art bestimmt die Materialkompatibilität der Maschine, deren Energieeffizienz sowie ihr Wartungsprofil. Faserlaserquellen zeichnen sich durch ein kompaktes Design, einen hohen Wandwirkungsgrad und lange Betriebslebensdauern aus, die häufig über 100.000 Stunden hinausgehen. CO2-Laserquellen erfordern mehr Wartungsaufwand, eignen sich jedoch hervorragend zur Bearbeitung nichtmetallischer Materialien. Nd:YAG-Quellen werden üblicherweise in Schweiß- und Kennzeichnungsanwendungen eingesetzt, bei denen hohe Spitzenleistungen in kurzen Pulsen erforderlich sind.
Sobald der Laserstrahl erzeugt wurde, muss er präzise auf das Werkstück gelenkt werden. Bei vielen Lasermaschinen erfolgt dies mithilfe eines Systems aus Spiegeln und Linsen, das den Strahl lenkt und fokussiert. Bei fasergebundenen Systemen durchläuft der Strahl vor Erreichen des Schneid- oder Schweißkopfs ein flexibles optisches Glasfaserkabel. Das Abgabesystem muss über die gesamte Laufstrecke hinweg die Strahlqualität bewahren – jede Verschlechterung der Kohärenz oder Fokussierung in diesem Stadium verringert unmittelbar die Fähigkeit der Maschine, sauber zu schneiden oder präzise zu gravieren.
Der Fokussierkopf und das Bewegungssystem
Der Fokuskopf ist der Bereich, in dem der Laserstrahl von einem sich ausbreitenden Phänomen zu einem Werkzeug wird. Im Inneren des Kopfs konzentriert eine Linse – oder bei fortschrittlicheren Lasereinrichtungen eine Reihe von Linsen – den Strahl auf einen winzigen Fokuspunkt, dessen Größe üblicherweise in Bruchteilen eines Millimeters angegeben wird. Die Größe dieses Fokuspunkts bestimmt die Schnittfugenbreite beim Schneiden bzw. die Auflösung beim Gravieren. Ein kleinerer Fokuspunkt konzentriert mehr Energie pro Flächeneinheit und ermöglicht dadurch höhere Schnittgeschwindigkeiten sowie feinere Details.
Das Bewegungssystem von Laserausrüstung steuert, wie der Schneid- oder Bearbeitungskopf über das Werkstück bewegt wird. Bei Portal-Systemen (Gantry-Systemen) bewegt sich der Kopf entlang der X- und Y-Achse über einen stationären Arbeitstisch – eine Konfiguration, die bei Großformat-Schneidmaschinen weit verbreitet ist. Galvanometerbasierte Systeme nutzen kleine motorbetriebene Spiegel, um den Laserstrahl mit hoher Geschwindigkeit abzulenken; dadurch ermöglichen sie extrem schnelles Abtasten für Markierungs-, Gravur- und Oberflächenbehandlungsanwendungen. Präzision und Geschwindigkeit des Bewegungssystems sind entscheidende Faktoren, die Einsteiger-Laserausrüstung von professionellen, industriefähigen Maschinen unterscheiden.
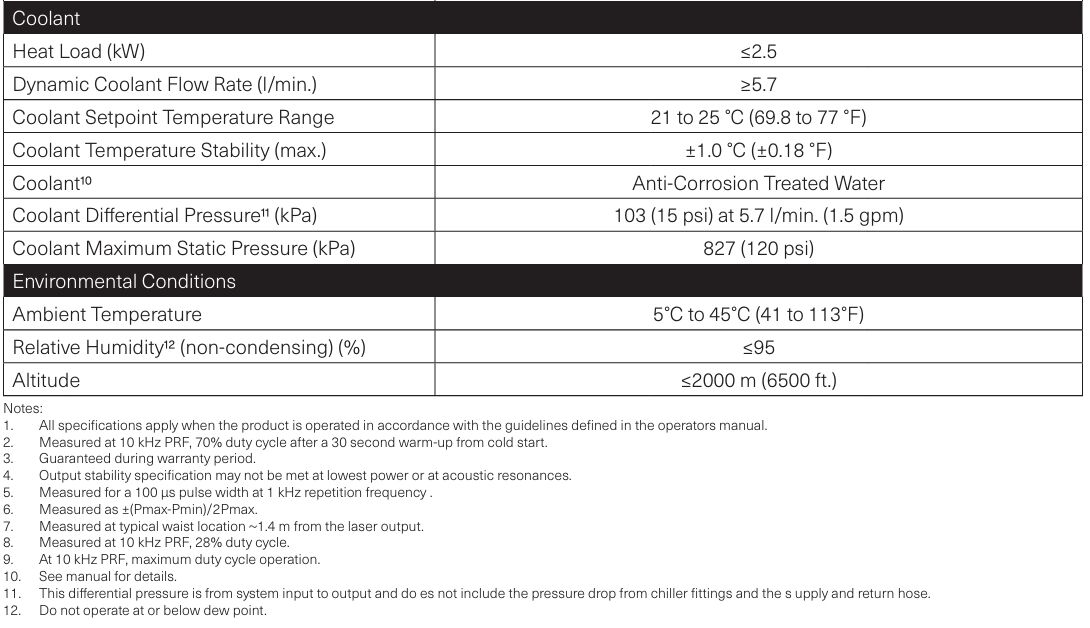
Hilfsgas- und Kühlsysteme
Bei Schneidanwendungen verwendet Laser-Ausrüstung üblicherweise ein Hilfsgas, das koaxial durch den Schneidkopf zusammen mit dem Laserstrahl zugeführt wird. Sauerstoff, Stickstoff und Druckluft sind die gebräuchlichsten Optionen, wobei jede unterschiedliche Wirkungen erzielt. Sauerstoff reagiert exotherm mit erhitztem Metall und beschleunigt dadurch die Schnittgeschwindigkeit, führt jedoch zu einer oxidierten Schnittkante. Stickstoff ist inert und ermöglicht saubere, gratfreie Schnitte – ideal für Edelstahl und Aluminium – erfordert jedoch eine höhere Laserleistung, um vergleichbare Geschwindigkeiten zu erreichen. Druckluft ist eine kostengünstige Option für dünnere Materialien.
Das thermische Management ist ebenso wichtig für einen zuverlässigen Betrieb. Lasergeräte erzeugen während des Betriebs erhebliche Wärme – sowohl innerhalb der Laserquelle als auch in den Strahlführungsoptiken und im Fokuskopf. Wassergekühlte Kühlaggregate sind bei industriellen Maschinen Standardausrüstung und halten die Komponententemperaturen innerhalb eng gesteuerter Bereiche. Ohne eine ordnungsgemäße Kühlung verschlechtert sich die Linsenqualität, die Strahlausrichtung driftet und die Lebensdauer der Laserquelle verkürzt sich drastisch. Das Verständnis der Kühlungsanforderungen einer bestimmten Maschine ist ein wesentlicher Bestandteil des korrekten Betriebs und der Wartung von Lasergeräten.
Softwaresteuerung und die Rolle der digitalen Verarbeitung
CAD/CAM-Integration und Werkzeugpfadgenerierung
Moderne Laserausrüstung arbeitet nicht isoliert von digitalen Konstruktionswerkzeugen. Der Arbeitsablauf beginnt typischerweise in einer CAD-Anwendung (Computer-Aided Design), in der der Bediener die zu bearbeitende Geometrie erstellt oder importiert. Diese Konstruktionsdatei wird anschließend über eine CAM-Software (Computer-Aided Manufacturing) geleitet, die geometrische Formen in maschinenlesbare Anweisungen – sogenannte Werkzeugwege – umwandelt. Diese Anweisungen legen fest, wo der Laserstrahl sich bewegt, mit welcher Geschwindigkeit, mit welcher Leistungsstufe und in welcher Reihenfolge – alles optimiert, um das gewünschte Ergebnis effizient zu erzielen.
Hochwertige Laserausrüstung integriert Verschnittsoftware, die mehrere Teilgeometrien automatisch so auf einer Platte anordnet, dass der Materialabfall minimiert wird. Dies ist ein entscheidender Effizienzfaktor in Produktionsumgebungen, in denen die Materialkosten erheblich sind. Einige fortschrittliche Steuerungen unterstützen zudem die Echtzeit-Anpassung der Schneidparameter basierend auf Rückmeldungen von Höhensensoren, um eine konstante Fokusdistanz auch bei leicht verformtem oder unebenem Material sicherzustellen. Diese digitalen Funktionen verwandeln Laserausrüstung von einer einfachen Lichtquelle in ein hochentwickeltes Produktionsmittel.
CNC-Steuerungen und Bedienoberflächen
Das CNC-System (Computerized Numerical Control) ist das Gehirn der Laserausrüstung. Es liest die vom CAM-Software generierten Werkzeugbahn-Anweisungen und wandelt sie in präzise elektrische Signale um, die an die Servo- oder Schrittmotoren des Bewegungssystems gesendet werden. Moderne CNC-Steuerungen in professioneller Laserausrüstung unterstützen komplexe Interpolationsalgorithmen, die eine gleichmäßige und genaue Bewegung auch bei Richtungswechseln, Bogen-Schnitten und scharfen Ecken gewährleisten. Die Qualität der Steuerung beeinflusst direkt die Fähigkeit der Maschine, über einen gesamten Produktionslauf hinweg eng tolerierte Maße konstant einzuhalten.
Die Bedienoberflächen moderner Laserausrüstung reichen von dedizierten Touchscreen-Panels bis hin zu PC-basierten Softwareumgebungen. Über diese Schnittstellen können Bediener Auftragsdateien laden, Materialparameter festlegen, den Maschinenzustand überwachen, Schneidbedingungen anpassen und auf Fehlermeldungen reagieren. Viele industrielle Laserausrüstungsplattformen unterstützen mittlerweile die Fernüberwachung und -diagnose über Netzwerkverbindungen, wodurch Wartungsteams Leistungsprobleme identifizieren können, bevor es zu ungeplanten Ausfallzeiten kommt. Für Anfänger ist die Vertrautheit mit der Steuerungschnittstelle eine der unmittelbar praktischsten Fertigkeiten, die es zu erlernen gilt.
Gängige Anwendungsgebiete und Materialüberlegungen
Schneiden, Gravieren und Kennzeichnen
Lasergeräte werden in drei Hauptverarbeitungsmodi eingesetzt: Schneiden, Gravieren und Kennzeichnen. Beim Schneiden wird der Laserstrahl durch die gesamte Materialdicke geführt, um getrennte Teile zu erzeugen. Dazu ist ausreichende Leistung erforderlich, um die thermische Masse und die Oberflächenreflexion des Materials zu überwinden. Beim Gravieren wird Material von der Oberfläche entfernt, um Tiefe, Struktur oder dekorative Muster zu erzeugen, ohne das Material vollständig durchzuschneiden. Beim Kennzeichnen wird der Laserstrahl genutzt, um das Erscheinungsbild der Oberfläche zu verändern – beispielsweise durch Oxidation, Farbveränderung oder lokal begrenztes Aufschmelzen – ohne nennenswertes Material abzutragen.
Jeder Modus stellt unterschiedliche Anforderungen an die Laseranlage hinsichtlich Leistung, Geschwindigkeit, Pulsfrequenz und Fokusebene. Das Schneiden erfordert typischerweise den Betrieb im Dauerstrichmodus mit maximaler Leistung für eine gegebene Materialdicke. Das Gravieren profitiert häufig vom gepulsten Betrieb sowie einer sorgfältigen Steuerung der Pulsoverlappung, um eine gleichmäßige Abtragtiefe an der Oberfläche zu erreichen. Bei Markieranwendungen stehen hoher Kontrast und feine Auflösung im Vordergrund – die Tiefe spielt dagegen eine untergeordnete Rolle; daher sind insbesondere die Strahlqualität und die Fokusgenauigkeit von besonderer Bedeutung. Die Kenntnis darüber, welcher Modus für eine bestimmte Produktionsaufgabe geeignet ist, stellt eine grundlegende Kompetenz für jeden Bediener von Laseranlagen dar.
Materialverträglichkeit und Prozessparameter
Die Wechselwirkung zwischen einem Laserstrahl und einem Material wird durch mehrere physikalische Faktoren bestimmt, darunter die Wärmeleitfähigkeit des Materials, seine Reflexionsfähigkeit bei der Wellenlänge des Lasers, seine Schmelz- und Verdampfungstemperaturen sowie die optische Absorptions Tiefe. Metalle wie Baustahl, Edelstahl und Aluminium sind die am häufigsten mit industriellen Lasersystemen verarbeiteten Materialien; die jeweiligen Verarbeitungsparameter variieren jedoch erheblich. Hochreflektierende Materialien wie Kupfer und Messing stellen für Standard-Faserlasersysteme eine Herausforderung dar, da ein Großteil der Strahlenergie statt absorbiert zu werden, in Richtung der Optik reflektiert wird.
Nichtmetallische Materialien wie Holz, Acryl, Leder, Keramik und Glas erfordern jeweils eine sorgfältige Auswahl der Parameter, um saubere Ergebnisse ohne Verkohlung, Rissbildung oder übermäßig große Wärmeeinflusszonen zu erzielen. Laseranlagen, die für die Bearbeitung nichtmetallischer Materialien konfiguriert sind, verfügen in der Regel über CO2-Laserquellen und Lüftungssysteme, um Verbrennungsnebenprodukte und Dämpfe abzuführen. Für Anfänger ist der zuverlässigste Weg, eine konsistente Qualität zu erreichen, der Beginn mit den vom Maschinenhersteller empfohlenen Parameterbibliotheken und eine schrittweise Anpassung anhand der beobachteten Ergebnisse.
Wesentliche Faktoren, die die Leistung von Laseranlagen beeinflussen
Strahlqualität, Leistung und Fokussiergenauigkeit
Die Strahlqualität, gemessen an einem Parameter namens M² (M-quadrat), ist eine der wichtigsten Spezifikationen für Lasergeräte. Ein M²-Wert von 1 steht für einen idealen Gaußschen Strahl, während höhere Werte auf eine zunehmende Divergenz und eine geringere Fokussierbarkeit hinweisen. Industrielle Schneidemaschinen weisen typischerweise M²-Werte zwischen 1,0 und 1,3 auf, was enge Fokuspunkte und hohe Schnittpräzision ermöglicht. Eine niedrigere Strahlqualität führt zu größeren Fokuspunkten, reduzierter Schnittgeschwindigkeit und rauerer Schnittkantenqualität – all dies wirkt sich auf die Produktionsdurchsatzleistung und die Bauteilqualität aus.
Die Leistungsabgabe bestimmt, wie schnell der Laserstrahl Material abtragen kann und wie dick ein Werkstück von der Laseranlage bearbeitet werden kann. Die reine Leistung allein bestimmt jedoch nicht die Leistungsfähigkeit – sie muss mit der richtigen Strahlqualität, den geeigneten Fokussieroptiken, den Einstellungen des Hilfsgases und der Bewegungsgeschwindigkeit kombiniert werden. Viele Anfänger gehen fälschlicherweise davon aus, dass mehr Leistung stets bessere Ergebnisse liefert; in der Praxis kann jedoch eine zu hohe Leistung für ein bestimmtes Material und eine bestimmte Dicke zu Verbrennungen, übermäßigem Schmelzen und einer verschlechterten Schnittkantenqualität führen. Die Abstimmung der Leistung mit anderen Parametern ist eine Fertigkeit, die sich durch Erfahrung und systematische Tests entwickelt.
Wartungspraktiken und betriebliche Lebensdauer
Wie alle präzisen industriellen Systeme erfordert auch Laser-Ausrüstung eine regelmäßige Wartung, um die Leistung über einen längeren Zeitraum aufrechtzuerhalten. Die optischen Komponenten – insbesondere die Fokussierlinse und das Schutzfenster – sind während der Bearbeitung Verunreinigungen, Spritzern und thermischer Belastung ausgesetzt. Eine regelmäßige Reinigung und Inspektion dieser Komponenten ist unerlässlich, da Verschmutzungen oder Kratzer die Transmissionswirkungsgrad verringern und zu thermischen Schäden führen können. Die Austauschintervalle für verschleißbehaftete optische Komponenten sollten anhand der Betriebsstunden und der Aggressivität der verarbeiteten Materialien festgelegt werden.
Mechanische Komponenten wie Linearführungen, Zahnstangenantriebe und Kugelgewindetriebe erfordern regelmäßige Schmierung und Ausrichtungsprüfungen, um die Positionsgenauigkeit zu gewährleisten. Das Kühlmittel des Kühlgeräts sollte in regelmäßigen Abständen ausgetauscht oder getestet werden, um biologisches Wachstum zu verhindern und die thermische Leistung aufrechtzuerhalten. Bei Faserlasereinrichtungen ist die Laserquelle selbst unter normalen Betriebsbedingungen in der Regel wartungsfrei; das Strahlübertragungsfaserverbindungselement und die Anschlussstellen sollten jedoch regelmäßig auf Beschädigungen überprüft werden. Die Einführung eines präventiven Wartungsprogramms ist die effektivste Methode, Ihre Investition in Lasereinrichtungen zu schützen und eine konsistente Produktionsfähigkeit sicherzustellen.
Häufig gestellte Fragen
Welche Materialarten können mit Lasereinrichtungen bearbeitet werden?
Lasergeräte können je nach Lasertyp und Konfiguration eine breite Palette von Materialien bearbeiten. Faserglasersysteme werden hauptsächlich für Metalle eingesetzt, darunter unlegierter Stahl, Edelstahl, Aluminium, Messing, Kupfer und Titan. CO2-Lasersysteme eignen sich besser für nichtmetallische Materialien wie Holz, Acryl, Leder, Gewebe, Glas und bestimmte Kunststoffe. Entscheidend ist die Anpassung der Laserwellenlänge an die Absorptionseigenschaften des Materials sowie die Auswahl geeigneter Leistungs- und Geschwindigkeitseinstellungen, um das gewünschte Ergebnis zu erzielen, ohne unerwünschte thermische Schäden zu verursachen.
Wie genau sind Lasergeräte im Vergleich zu herkömmlichen Schneidverfahren?
Lasergeräte bieten im Allgemeinen eine deutlich höhere Maßgenauigkeit als herkömmliche Trennverfahren wie Plasmaschneiden, Wasserstrahlschneiden oder mechanisches Sägen. Industrielle Laserschneidmaschinen erreichen regelmäßig Positioniergenauigkeiten von ±0,03 mm oder besser, wobei die Wiederholgenauigkeit im gleichen Bereich liegt. Dieses Genauigkeitsniveau macht Lasergeräte für Anwendungen geeignet, die enge Toleranzen, komplexe Geometrien und eine konsistente Teile-zu-Teile-Wiederholbarkeit bei großen Produktionsmengen erfordern. Das Fehlen mechanischen Kontakts beseitigt zudem den Verschleiß von Werkzeugen als eine Variable, die die Genauigkeit im Laufe der Zeit beeinflussen könnte.
Ist Laser-Ausrüstung in einer Standardwerkstattumgebung sicher zu betreiben?
Lasergeräte können sicher in einer Werkstattumgebung betrieben werden, sofern die entsprechenden Sicherheitsprotokolle und Gehäusestandards eingehalten werden. Industrielle Schneidemaschinen sind üblicherweise in verriegelten Sicherheitsschränken untergebracht, die eine Strahlenexposition für die Bediener verhindern. Absauganlagen sind unerlässlich, um die bei der Bearbeitung entstehenden Nebenprodukte zu bewältigen, zu denen je nach zu bearbeitendem Material Metalloxide, verdampfte Beschichtungen und Verbrennungsgase gehören können. Die Bediener müssen in die Laser-Sicherheitsklassifizierungen, die korrekte Verwendung von Schutzbrillen – soweit erforderlich – sowie in die spezifischen Not-Aus-Verfahren für das jeweils eingesetzte Lasergerät geschult sein.
Wie lange dauert es, den sicheren Umgang mit Lasergeräten effektiv zu erlernen?
Die Lernkurve für den Betrieb von Laserausrüstung variiert je nach Komplexität der Maschine und der jeweiligen Anwendung. Die grundlegende Bedienung – einschließlich des Ladens von Dateien, der Einstellung von Parametern und der Ausführung standardmäßiger Aufträge auf gängigen Materialien – kann in der Regel innerhalb weniger Tage praktischer Schulung erlernt werden. Die Vertiefung der Fachkenntnisse im Bereich Parameteroptimierung, Fehlerbehebung und Bearbeitung anspruchsvoller Materialien erfordert in der Regel mehrere Wochen bis Monate regelmäßigen Betriebs. Die meisten professionellen Anbieter von Laserausrüstung bieten als Teil des Installationsprozesses eine Bediener-Schulung an; diese Erstschulung wird dringend empfohlen für alle Personen, die neu im Bereich der laserbasierten Fertigung sind.
Inhaltsverzeichnis
- Die Physik hinter der Lasererzeugung
- Kernkomponenten von Lasereinrichtungen
- Softwaresteuerung und die Rolle der digitalen Verarbeitung
- Gängige Anwendungsgebiete und Materialüberlegungen
- Wesentliche Faktoren, die die Leistung von Laseranlagen beeinflussen
-
Häufig gestellte Fragen
- Welche Materialarten können mit Lasereinrichtungen bearbeitet werden?
- Wie genau sind Lasergeräte im Vergleich zu herkömmlichen Schneidverfahren?
- Ist Laser-Ausrüstung in einer Standardwerkstattumgebung sicher zu betreiben?
- Wie lange dauert es, den sicheren Umgang mit Lasergeräten effektiv zu erlernen?